|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese
Vorlesungsunterlagen, Spickzettel
Materialwissenschaften. Vorlesungsskript: kurz das Wichtigste
Verzeichnis / Vorlesungsunterlagen, Spickzettel Inhaltsverzeichnis
VORTRAG Nr. 1. Die Struktur des Holzes 1. Arten von Baumarten und Teile eines Baumes Wachsende Bäume bestehen aus folgenden Bestandteilen: Wurzeln, Stamm, Äste, Blätter. Das Wurzelsystem von Bäumen fungiert als Lieferant von Feuchtigkeit und Nährstoffen vom Boden über den Stamm und die Äste bis zu den Blättern. Darüber hinaus halten Wurzeln die Bäume aufrecht. Durch die Zweige gelangt Feuchtigkeit in die Blätter, wo der Prozess der Photosynthese stattfindet – die Umwandlung der Strahlungsenergie der Sonne in die Energie chemischer Bindungen organischer Substanzen unter Aufnahme von Kohlendioxid aus der Luft und Freisetzung von Sauerstoff. Es ist kein Zufall, dass Wälder als die Lunge des Planeten bezeichnet werden. Die Produkte der Photosynthese der Blätter werden über die Äste auf den Rest der Bäume – Stamm und Wurzeln – übertragen. Somit fungieren die Äste als Kanäle, über die der Stoffaustausch zwischen den Blättern und dem Rest des Baumes stattfindet. Nadelbäume – Kiefer, Zeder, Fichte, Lärche – haben schmale Blätter – Nadeln, und Laubbäume – breite Blätter. Laubbaumarten wachsen in der Regel vor allem in gemäßigten und südlichen Breiten, Nadelbäume vor allem in nördlichen Breiten. Je nach Art und klimatischen Wuchsbedingungen haben Bäume unterschiedliche Höhen und Stammdurchmesser. Sie fallen jedoch in drei Kategorien. Die erste umfasst Bäume der ersten Größenordnung, die eine Höhe von 20 m oder mehr erreichen. Dies sind Fichte, Zeder, Lärche, Kiefer, Birke, Espe, Linde, Eiche, Esche, Ahorn usw. In den Tropen und Subtropen erreicht die Höhe einzelner Bäume 100 m und mehr. Die zweite Kategorie umfasst Bäume der zweiten Größe mit einer Höhe von 10 bis 20 m. Dies sind insbesondere Weiden, Erlen, Ebereschen usw. Die dritte Kategorie umfasst Bäume der dritten Größe mit einer Höhe von 7 bis 10 m. XNUMX m. Dies sind Apfel, Kirsche, Wacholder usw. . Der Durchmesser des Baumstamms variiert im Allgemeinen zwischen 6 und 100 cm oder mehr und hängt von der Art, dem Alter der Bäume und den klimatischen Wachstumsbedingungen ab. In einigen Fällen kann der Durchmesser von Baumstämmen 3 m überschreiten – bei Eiche, Pappel und einigen anderen Arten. Holz wird durch Schneiden von Baumstämmen nach dem Entfernen von Ästen gewonnen. In diesem Fall beträgt die Holzausbeute 90 oder mehr Prozent des Volumens des Baumstamms. In der Anfangsphase der Holzverarbeitung wird ein Quer- oder Endabschnitt des Stammes hergestellt. Ein Querschnitt zeigt: die Rinde, die die Außenseite des Stammes bedeckt und aus einer äußeren Schicht – der Rinde – und einer inneren Schicht – dem Bastkambium – einer für das Auge unsichtbaren dünnen Schicht zwischen Rinde und Holz (während des Wachstums) besteht Bei Bäumen teilen sich lebende Kambiumzellen, wodurch der Baum an Dicke zunimmt. Splintholz ist die Lebenszone des Holzes; der Kern, der an den Rumpfkern angrenzt und eine tote zentrale Zone darstellt, die nicht an physiologischen Prozessen beteiligt ist; der Kern befindet sich in der Mitte und stellt ein lockeres Gewebe mit einem Durchmesser von 2-5 mm oder mehr dar (abhängig von der Art und dem Alter des Baumes). In der russischen Forstwirtschaft werden hauptsächlich Baumstämme geerntet, Äste und Zweige werden verbrannt oder als Brennholz verwendet. In Kanada, Schweden und Finnland werden alle Bestandteile der Bäume recycelt, sodass der Holzverlust dort minimal und die Ausbeute an Papier, Pappe und anderen Dingen maximal ist. 2. Makroskopische Struktur von Holz Mit einem Querschnitt eines Baumstamms können Sie die wichtigsten makroskopischen Merkmale feststellen: Splint, Kernholz, Jahresschichten, Markstrahlen, Gefäße, Harzkanäle und Markwiederholungen. Bei jungen Bäumen aller Arten besteht das Holz nur aus Splintholz. Während sie wachsen, sterben die lebenden Elemente um den Kern herum ab, die feuchtigkeitsleitenden Bahnen verstopfen und in ihnen kommt es zu einer allmählichen Anreicherung von extraktiven Substanzen – Harzen, Tanninen, Farbstoffen. Bei einigen Bäumen – Kiefern, Eichen, Apfelbäumen usw Andere - Die zentrale Zone des Rumpfes nimmt eine dunkle Farbe an. Solche Bäume werden genannt Klang. Bei anderen Bäumen ist die Farbe der Mittelzone und des Splintholzes des Stammes gleich. Sie werden gerufen Nicht-Kern. Kernlose Bäume werden in zwei Gruppen eingeteilt: reif-holzig (Linde, Tanne, Buche, Fichte), bei denen die Feuchtigkeit im mittleren Teil des Stammes geringer ist als im Randbereich, und Splint, bei denen der Feuchtigkeitsgehalt über den Stammquerschnitt gleich ist (Birke, Ahorn, Kastanie etc.). Darüber hinaus nimmt die Splintholzmasse von oben nach unten ab, ebenso wie mit zunehmendem Alter des Baumes. Das Alter von Bäumen lässt sich anhand der Anzahl der Jahresschichten bestimmen, die pro Jahr um eine wachsen. Diese Schichten sind auf dem Querschnitt des Stammes deutlich sichtbar. Sie sind konzentrische Schichten um den Kern herum. Außerdem besteht jeder Jahresring aus einer inneren und einer äußeren Schicht. Die innere Schicht wird im Frühjahr und Frühsommer gebildet. Es wird genannt frühes Holz. Die äußere Schicht wird bis zum Ende des Sommers gebildet. Frühholz hat eine geringere Dichte als Spätholz und ist heller. Die Breite der Jahresschichten hängt von mehreren Gründen ab: erstens von den Wetterbedingungen während der Vegetationsperiode; zweitens von den Wachstumsbedingungen des Baumes; drittens von der Rasse. Auf einem Baumquerschnitt sieht man Markstrahlen, die von der Mitte des Stammes bis zur Rinde verlaufen. Bei Laubbäumen machen sie bis zu 15 % des Holzvolumens aus, bei Nadelbäumen 5-6 %, und je größer ihre Zahl, desto schlechter sind die mechanischen Eigenschaften des Holzes. Die Breite der Kernstrahlen liegt je nach Baumart zwischen 0,005 und 1,0 mm. Nadelholz unterscheidet sich von Laubholz dadurch, dass es Zellen enthält, die Harz produzieren und speichern. Diese Zellen sind in horizontale und vertikale Harzkanäle unterteilt. Die Länge der vertikalen Kanäle reicht von 10 bis 80 cm bei einem Durchmesser von etwa 0,1 mm, und die horizontalen Harzkanäle sind dünner, aber es gibt viele davon – bis zu 300 Stück pro 1 cm 2. Hartholz hat Gefäße in Form eines Zellsystems für die Übertragung von Wasser und darin gelösten Mineralien von den Wurzeln zu den Blättern. Gefäße haben die Form von Röhren mit einer durchschnittlichen Länge von 10 cm und einem Durchmesser von 0,02 bis 0,5 mm und sind bei Bäumen einiger Arten in den frühen Zonen der Jahresschichten konzentriert. Sie werden ringförmig genannt. Bei Bäumen anderer Arten sind die Gefäße über alle Jahresschichten verteilt. Diese Bäume werden diffus-vaskulär genannt. 3. Mikroskopische Struktur von Nadel- und Hartholz Nadelholz hat eine bestimmte Mikrostruktur, die mit Mikroskopen sowie chemischen und physikalischen Untersuchungsmethoden festgestellt werden kann.Nadelholz unterscheidet sich von Hartholz durch eine relativ regelmäßige Struktur und Einfachheit. Die Struktur von Nadelholz umfasst die sogenannten frühen und späten Tracheiden. Wie die Forschung festgestellt hat, fungieren frühe Tracheiden als Leiter von Wasser mit darin gelösten Mineralien, die aus den Wurzeln des Baumes stammen. Tracheiden haben die Form stark verlängerter Fasern mit schräg abgeschnittenen Enden. Studien haben gezeigt, dass bei einem wachsenden Baum nur die letzte einjährige Schicht lebende Tracheiden enthält, während der Rest abgestorbene Elemente enthält. Als Ergebnis der Forschung wurde festgestellt, dass die Kernstrahlen von Parenchymzellen gebildet werden, entlang derer Reservenährstoffe und ihre Lösungen über den Stamm wandern. Dieselben Parenchymzellen sind an der Bildung vertikaler und horizontaler Harzkanäle beteiligt. Vertikale Harzkanäle in Nadelholz, die in der späten Zone der Jahresschicht gefunden werden, werden von drei Schichten lebender und toter Zellen gebildet. In den Markstrahlen wurden horizontale Harzkanäle gefunden. Nach den Forschungsergebnissen von Professor V. E. Vikhrov hat Kiefernholz die folgende mikroskopische Struktur: 1) Querschnitt; 2) radialer Einschnitt; 3) Tangentialschnitt.  Reis. 1. Abschnitte eines Baumstamms: P - quer, R - radial, T - tangential Wie die Forschung festgestellt hat, ist die Mikrostruktur von Hartholz im Vergleich zu Nadelholz komplexer aufgebaut. In Hartholz dienen vaskuläre und faserige Tracheiden als Leiter von Wasser mit darin gelösten Mineralien. Die gleiche Funktion wird von anderen Gefäßen aus Holz erfüllt. Die mechanische Funktion wird von libriformen Fasern und faserigen Tracheiden ausgeführt. Diese Gefäße haben die Form langer vertikaler Röhren, die aus einzelnen Zellen mit weiten Hohlräumen und dünnen Wänden bestehen, und die Gefäße nehmen 12 bis 55 % des Gesamtvolumens des Hartholzes ein. Der größte Teil des Volumens von Laubholz besteht aus libriformen Fasern als hauptsächlichem mechanischem Gewebe. Libriforme Fasern sind längliche Zellen mit spitzen Enden, engen Hohlräumen und kräftigen Wänden mit schlitzartigen Poren. Faserige Tracheiden haben wie libriforme Fasern dicke Wände und kleine Hohlräume. Darüber hinaus wurde festgestellt, dass die Kernstrahlen von Laubholz den Hauptteil der Parenchymzellen vereinen und das Volumen dieser Strahlen 28-32% erreichen kann (diese Zahl gilt für Eiche). 4. Chemische Zusammensetzung von Holz Die chemische Zusammensetzung von Holz hängt zum Teil von seinem Zustand ab. Das Holz frisch gefällter Bäume enthält viel Wasser. Im völlig trockenen Zustand besteht Holz jedoch aus organischen Stoffen und der anorganische Anteil beträgt nur 0,2 bis 1,7 %. Beim Verbrennen von Holz bleibt der anorganische Teil in Form von Asche zurück, die Kalium, Natrium, Magnesium, Kalzium und in geringen Mengen Phosphor und andere Elemente enthält. Der organische Teil des Holzes aller Holzarten hat ungefähr die gleiche Elementzusammensetzung. Absolut trockenes Holz enthält durchschnittlich 49–50 % Kohlenstoff, 43–44 % Sauerstoff, etwa 6 % Wasserstoff und 0,1–0,3 % Stickstoff. Lignin, Zellulose, Hemizellulose, Extraktstoffe – Harz, Gummi, Fette, Tannine, Pektine und andere – bilden den organischen Teil des Holzes. Hemicellulose enthält Pentosane und Genxosane. Nadelbäume haben im organischen Teil mehr Zellulose, während Laubbäume mehr Pentosane enthalten. Zellulose ist der Hauptbestandteil pflanzlicher Zellwände und sorgt außerdem für mechanische Festigkeit und Elastizität des Pflanzengewebes. Cellulose ist als chemische Verbindung ein mehrwertiger Alkohol. Bei der Behandlung von Cellulose mit Säuren wird diese zu Ethern und Estern hydrolysiert, die zur Herstellung von Folien, Lacken, Kunststoffen usw. verwendet werden. Darüber hinaus entstehen bei der Hydrolyse von Cellulose Zucker, aus denen Ethylalkohol gewonnen wird Fermentation. Holzzellulose stellt einen wertvollen Rohstoff für die Papierherstellung dar. Ein weiterer Bestandteil des organischen Anteils von Holz – Hemizellulose – sind Polysaccharide höherer Pflanzen, die Teil der Zellwand sind. Bei der Verarbeitung von Zellulose entsteht Lignin – eine amorphe Polymersubstanz von gelbbrauner Farbe. Der größte Anteil an Lignin – bis zu 50 % – entsteht bei der Verarbeitung von Nadelholz, die Ausbeute aus Laubholz beträgt 20-30 %. Durch die Pyrolyse von Holz – Trockendestillation ohne Luftzutritt bei Temperaturen bis 550 °C – werden sehr wertvolle Produkte gewonnen – Holzkohle, flüssige und gasförmige Produkte. Holzkohle wird beim Schmelzen von Nichteisenmetallen, bei der Herstellung von Elektroden, Medikamenten, als Sorbens für die Abwasserbehandlung, Industrieabfälle und für andere Zwecke verwendet. Aus der Flüssigkeit werden wertvolle Produkte wie Benzinantioxidationsmittel, Antiseptika – Kreosot, Phenole für die Kunststoffherstellung usw. gewonnen. Im organischen Teil von Nadelholz befinden sich Harze, die Terpene und Harzsäuren enthalten. Terpene sind der Hauptrohstoff für die Herstellung von Terpentin. Das vom Nadelbaum abgesonderte Harz dient als Rohstoff für die Herstellung von Kolophonium. Bei der Holzverarbeitung werden extraktive Stoffe gewonnen, darunter Tannine, die zum Gerben von Leder verwendet werden. Der Hauptteil der Tannine besteht aus Tanninen – Derivaten mehrwertiger Phenole, die bei der Verarbeitung von Leder mit ihren Eiweißstoffen interagieren und unlösliche Verbindungen bilden. Dadurch erhält das Leder Elastizität, Fäulnisbeständigkeit und quillt im Wasser nicht auf. VORTRAG Nr. 2. Arten von Holzfehlern 1. Knoten, Risse Defekte von Holz - Dies sind Abweichungen von der Norm in der Struktur des Rumpfes, alle Verstöße gegen die körperliche Verfassung. Zu den Mängeln zählen: Äste, Risse, Stammformfehler, Holzstruktur, chemische Flecken, Pilzbefall, biologische und mechanische Beschädigungen, Verarbeitungsfehler und Verzug. Das häufigste Laster ist Hündinnen - die Basen der Äste, die im Holz des Stammes vorhanden sind. Beim Schneiden von Holz werden auf der Oberfläche Äste unterschiedlicher Form und Art sichtbar. Anhand der Schnittform auf der Holzoberfläche erkennt man runde, ovale und längliche Äste, die je nach Verschmelzungsgrad mit dem Holz weiter in verschmolzene, teilweise verschmolzene und nicht verschmolzene oder herausfallende Äste unterteilt werden . Beim Schneiden von Holz in Bretter können die Äste unterschiedliche Positionen haben - Kunststoff, Kante, Rippe, genäht - im Falle eines Längsschnitts eines Knotens geht ein Teil davon gleichzeitig zu zwei Kanten derselben Seite des Bretts und Ende - wenn der Knoten am Ende des Bretts ist. Entsprechend der gegenseitigen Anordnung von Knoten auf Holz werden sie unterteilt in verstreut - einzeln oder in beträchtlichem Abstand voneinander getrennt, gruppiert und verzweigt. Ab Holz des Astkörpers selbst, sie werden unterteilt in: hell gesund, dunkel gesund, gesund mit Rissen, morsch, morsch und "Tabak", bei dem morsches Holz ganz oder teilweise durch eine lose Masse von rostbrauner oder weißlicher Farbe ersetzt wird . Das Vorhandensein von Ästen im Holz führt zu einer Abnahme der Festigkeit, erschwert die Verarbeitung und das Kleben und verringert die Qualität (insbesondere bei einer großen Anzahl und einem großen Durchmesser). Unverbundene und morsche Äste verringern die Holzqualität erheblich und machen das Holz in einigen Fällen für die Herstellung von Produkten (z. B. Brettern) ungeeignet. Eine andere Art von Holzfehler ist Risse, entsteht, wenn Holz entlang der Faserrichtung bricht. Risse treten in wachsenden und gefällten Bäumen auf. Zu den ersteren gehören Metall-, Abblätterungs- und Frostrisse, zu den zweiten Schrumpfrissen. Methische Risse haben die größte Ausdehnung und verlaufen durch den Kern des Baumstamms. Wenn das geerntete Holz trocknet, nimmt ihre Größe zu. Bei runden Holzstücken treten solche Risse meist an den Enden auf, bei Bauholz oder Teilen an den Enden und Seitenflächen. Bei der Schichtung des Holzes entlang der Jahresschicht bilden sich Schälrisse, meist an der Grenze eines scharfen Übergangs von Zwischenschichtholz zu Großschichtholz, und sind bei Bäumen aller Arten zu finden. Während des Trocknens des Holzes nimmt der Schälriss zu. Beim Trocknen von Holz unter dem Einfluss von Eigenspannungen, Schrumpfrisse. Diese Art von Rissen unterscheidet sich von anderen (Metik- und Frostrisse) durch eine geringere Länge und Tiefe. Bei Brettern können Risse an der Stirnseite, Kante oder am Ende verlaufen. Dementsprechend heißen sie Blatt, Kante und Ende. Risse, insbesondere durch Risse, verletzen die Unversehrtheit des Holzwerkstoffs und verringern seine mechanische Festigkeit. 2. Mängel in der Rumpfform Die Verarbeitung von Hölzern aller Art wird sehr oft durch die auftretenden Fehler in der Stammform erschwert: Verjüngung, Ovalität, Auswüchse, Krümmung und Stoppeln. Flucht wird in einer Abnahme des Stammdurchmessers oder der Breite des unbesäumten Bretts ausgedrückt, die über den normalen Abfluss hinausgeht, der 1 cm pro 1 m Sortimentslänge entspricht. In der Regel ist sie bei Laubbäumen, insbesondere bei Bäumen, die im Freiland gewachsen sind, und entlang der Stammlänge – im apikalen Teil – größer. Diese Art von Stammformfehler erhöht die Abfallmenge beim Sägen und Schälen von Rundholz und führt zu einer radialen Neigung der Fasern im Furnier. Ovalität Der Stamm ist eine elliptische Form des Querschnitts des Endes, bei dem der größere Durchmesser mindestens 1,5-mal größer ist als der kleinere. Die Wucherungen in Form einer lokalen Verdickung des Stammes in verschiedenen Formen und Größen erschweren die Verarbeitung von Holz. Wucherungen entstehen durch Gewebeproliferation unter dem Einfluss verschiedener Reizstoffe – Pilze, niedrige oder hohe Temperaturen usw. – sowie durch Brände, mechanische Beschädigungen und andere Gründe. 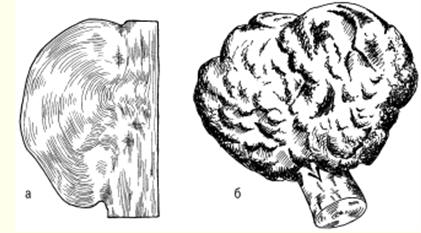 Reis. 2. Wucherungen: a) glatt, b) holprig An Kiefern- und Birkenstämmen treten häufig glatte Auswüchse (Abb. 2a) auf. Einjährige Schichten an Wucherstellen sind normalerweise breiter als im Stamm. Hügelige Auswüchse oder Masern (Abb. 2b) bilden sich hauptsächlich an den Stämmen von Birke, Walnuss sowie Ahorn, Schwarzerle, Esche, Buche, Pappel usw. Holz in der Maserzone hat eine unregelmäßige Struktur mit einer Welligkeit -Wellenrichtung der Fasern und dunkle Einschlüsse in Form von kleinen Flecken, Strichen und Punkten. Bei Schnitten haben die Kappen eine schöne Textur, daher werden sie als Material für das Kunsthandwerk und für die Herstellung von Messerfurnieren verwendet. Ein solcher Defekt des Kofferraums wie sein Krümmung, Außerdem erschwert es die Verwendung von Rundholz und erhöht die Abfallmenge beim Sägen. Die Krümmung des Rumpfes ist die Abweichung der Längsachse von einer geraden Linie und kann mit einer Biegung oder komplex – mit zwei oder mehr Biegungen – erfolgen. Oft liegt eine Art Fehlbildung des Rumpfes vor, wie z Hintern, was sich in einer starken Zunahme des Durchmessers des stumpfen Endes von Rundholz ausdrückt, d.h. wenn der Durchmesser des stumpfen Endes 1,2-mal größer ist als der Durchmesser in einem Meter Abstand von diesem Ende. Beim Sägen und Schälen von Holz führt das Vorhandensein eines solchen Defekts zu einer Erhöhung der Abfallmenge und verursacht zusätzlich das Auftreten einer radialen Neigung der Fasern im Furnier. Die Stumpfheit erschwert auch die bestimmungsgemäße Verwendung von Rundholz und erschwert die Verarbeitung von Holz. 3. Mängel in der Holzstruktur Bei der Verarbeitung von Holz treten häufig Mängel in der Holzstruktur auf, die mit einem fehlerhaften Aufbau des Stammes einhergehen. Es gibt folgende Typen Mängel in der Holzstruktur: 1) schräg, oder die Neigung der Fasern, die die Abweichung der Fasern von der Längsachse des Stammes ist; 2) rollen - fest oder lokal in Form einer scharfen Verdickung des Holzes später Jahresschichten; 3) Behaarung - stark wellige oder verwirrte Anordnung von Holzfasern (Holzrohlinge mit einem solchen Fehler werden bei der Herstellung von Kunstprodukten, Möbeln, Axtgriffen und verschiedenen Handarbeiten verwendet); 4) locken - lokale Krümmung der Jahresschichten in der Nähe von Ästen oder Sprossen (Holz mit einem solchen Fehler wird in der Möbelherstellung und im Kunsthandwerk verwendet); 5) Harztaschen. Sie kommen in Nadelholz vor, insbesondere in Fichte, sie sind mit Harz gefüllte Hohlräume zwischen einjährigen Schichten; 6) aufgeschlagen - ein Abschnitt aus Nadelholz, reich mit Harz imprägniert; 7) Doppelkern - zwei Kerne in einem Querschnitt des Stammes, die an der Stelle der Gabelung des Stammes gebildet werden; 8) Stiefsohn - verkümmerter und toter zweiter Gipfel, der normalerweise in einem spitzen Winkel angeordnet ist; 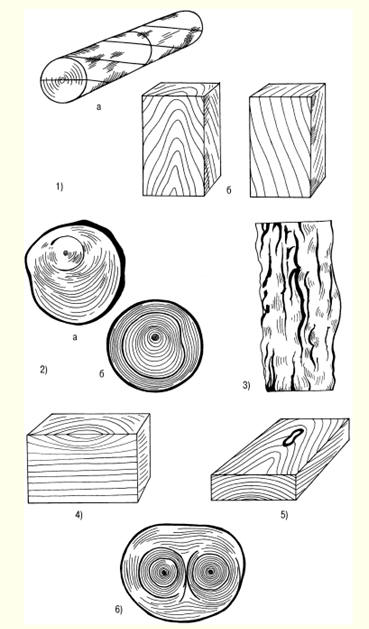
Reis. 3. Mängel in der Holzstruktur: 1 - Arten der Faserneigung: a - tangentiale Neigung im Rundholz; b - lokal; 2 - Ferse: a - fest; b - lokal; 3 - faseriges Kräuseln in Birke; 4 - einseitige Locke; 5 - Tasche; 6 - Doppelkern in einem Kiefernstamm; 7 - Stiefsohn; 8 - trockene Seite; 9 - Kiefernkrebs; 10 - Keimung: a - offen; b - geschlossen; 11 - falscher Kern: a - rund; b - sternförmig; c – klingend 9) Trockenheit. Tritt als Folge einer Beschädigung der Rinde eines wachsenden Baumes in Form eines toten Stammabschnitts auf; 10) prorost. Es ist eine überwachsene Wunde, die normalerweise mit Resten der Rinde und totem Gewebe gefüllt ist; 11) Krebs, die eine Wunde eines Baumes ist und auf der Oberfläche des Stammes als Ergebnis der Aktivität von parasitären Pilzen und Bakterien auftritt, während sie die Struktur des Holzes und die Form des Stammes verändert; 12) falscher Kern, das einem echten Kernholz ähnelt, sich jedoch durch eine heterogenere Struktur und weniger regelmäßige Form unterscheidet, fällt als dunkle, ungleichmäßig gefärbte Zone im zentralen Teil des Stammes auf, die durch einen dunklen und manchmal hellen Streifen vom Splint getrennt ist, erscheint aus Pilzeinwirkung, starke Fröste, als Reaktion auf Wunden und aus anderen Gründen, wobei das Holz des falschen Kerns spröder und weniger haltbar ist und das Aussehen in der Regel schlechter wird; 13) innerer Splint - das Vorhandensein mehrerer einjähriger Schichten im Kernholz, die in Farbe und Eigenschaften dem Splintholz ähneln, und es hat eine verringerte Fäulnisbeständigkeit und eine erhöhte Flüssigkeitsdurchlässigkeit; 14) Grundwasserleiter - Holzfehler in Form von Bereichen mit hoher Feuchtigkeit infolge der Einwirkung von Bakterien, Pilzen, Eindringen von Regenwasser durch Wunden oder durch Übersättigung des Bodens mit Feuchtigkeit. 4. Pilzläsionen Beim Schneiden von Holz, in einigen Fällen, Pilz-Sound-Spots - abnorm gefärbte Bereiche des Kerns, die sich bei wachsenden Bäumen unter dem Einfluss von holzverfärbenden oder holzzerstörenden Pilzen bilden. Bei gefälltem Holz stoppt die weitere Entwicklung dieses Defekts. An den Enden werden Pilzherzflecken in Form von Flecken unterschiedlicher Größe und Form von braunen, rötlich-grauen oder grau-violetten Farben beobachtet. Dieser Mangel verursacht: eine Abnahme der Schlagfestigkeit, eine Zunahme der Wasseraufnahme und Wasserdurchlässigkeit, eine Verschlechterung der Biostabilität und des Aussehens von Holz; die Festigkeit unter statischer Belastung ändert sich nahezu nicht und die Struktur des betroffenen Holzes bleibt erhalten. Bei der Lagerung von Holz auf rohem Splintholz treten häufig Schimmelpilze auf - Myzel und Fruchtkörper von Schimmelpilzen auf der Holzoberfläche in Form von einzelnen Flecken oder einer durchgehenden Beschichtung, während das Holz in verschiedenen Farben gefärbt wird. Schimmel beeinträchtigt nicht die mechanischen Eigenschaften, verschlechtert aber das Aussehen des Holzes; nach dem Trocknen lässt er sich leicht entfernen und hinterlässt schmutzige und farbige Flecken. In gefälltem Holz, oft gebildet Pilzflecken auf Splintholz - anormal gefärbte Splintholzbereiche unter dem Einfluss holzzerstörender Pilze, die keine Fäulnisbildung verursachen. Splintholzpilzflecken beeinträchtigen die mechanischen Eigenschaften des Holzes nicht, verschlechtern jedoch dessen Aussehen und erhöhen die Wasserbeständigkeit. Nach der Farbe wird Blau unterschieden - in Form einer grauen Splintholzfarbe mit bläulichen oder grünlichen Farbtönen und farbigen Splintholzflecken - in Form von orange, gelb, rosa und brauner Splintholzfarbe. Pilze, die Splintholz verfärben, können Leim und Lacke zerstören. Bei gefälltem Holz während der Lagerung in der warmen Jahreszeit entsteht als Folge der Entwicklung biochemischer Prozesse mit oder ohne Beteiligung von Pilzen ein solcher Defekt Bräunung. Die Bräunung des Holzes äußert sich in Form ungewöhnlich gefärbter Bereiche des Hartholzes in verschiedenen Brauntönen. An den Enden wird eine Bräunung in Form von Flecken unterschiedlicher Größe und Form und an den Seitenflächen in Form von länglichen Flecken, Streifen oder einer vollständigen Beschädigung des Splintholzes beobachtet, während sich das Aussehen des Holzes sowie die Festigkeit und Härte verschlechtern sind leicht reduziert. Um eine Braunfärbung des Holzes zu verhindern, wird das Schnittholz gedämpft. Große Holzschäden verrotten, unter dem Einfluss von Pilzen gebildet. Fäulnis zeichnet sich durch die Farbe und Struktur der Läsion aus - buntes Sieb, weiß faserig; und auch nach Typ - Splintholz, Klangholz und äußeres Rotholz. Morsches Holz ist eine Quelle von Pilzinfektionen für verschiedene Holzkonstruktionen. Verrotten entwickelt sich allmählich und besteht aus drei Phasen: Zunächst ändert sich nur die Farbe des Holzes; auf der zweiten ändert Holz teilweise seine Struktur und Härte unter dem Einfluss von Fäulnis; bei der dritten verliert das Holz seine Festigkeit und Härte vollständig, je nach Entwicklungsstadium der Fäulnis und Größe der Läsion kann die Holzqualität erheblich gemindert werden. 5. Chemische Flecken, biologische Schäden und Verzug Bei der Holzverarbeitung tritt häufig ein Phänomen wie die chemische Färbung von Holz auf - ungewöhnlich gefärbte Bereiche im gefällten Holz, die durch chemische und biochemische Prozesse entstehen. In den meisten Fällen ist es mit der Oxidation von Tanninen verbunden. Typischerweise befinden sich solche Bereiche in den Oberflächenschichten des Holzes – in einer Tiefe von 1–5 mm. Wie die Praxis der Holzverarbeitung zeigt, verändern chemische Farbstoffe nur Farbe und Glanz, während andere Eigenschaften des Holzes unverändert bleiben. Bei intensiver natürlicher Färbung verschlechtert sich das Aussehen des Holzes, aber wenn es trocknet, verblasst die chemische Färbung allmählich. Bei Verletzung der Lagertechnik von frisch geschnittenem Holz ist das Holz ausgesetzt biologischer Schaden in Form von Wurmlöchern – Gänge und Löcher, die von Insekten und ihren Larven (Käfer, Schmetterlinge, Termiten usw.) in Holz gebohrt werden. Die optimalen Lebensbedingungen für diese Insekten sind eine Temperatur von +18–20 °C und eine relative Luftfeuchtigkeit von 60–80 %. Wurmlöcher variieren in der Eindringtiefe: oberflächlich (nicht mehr als 3 mm tief), flach (nicht mehr als 5 mm in Rundholz und nicht mehr als 5 mm in Bauholz) und tief. Darüber hinaus können sie nicht durchgehend und durchgehend sein, d. h. sie können sich auf zwei gegenüberliegende Seiten der Platine erstrecken. Das Oberflächenwurmloch beeinflusst die mechanischen Eigenschaften des Holzes nicht, während die flachen und tiefen die Unversehrtheit des Holzes verletzen und die mechanischen Eigenschaften verringern. Bei längerer Lagerung mit Technologieverstoß kann sich im Holz ein sogenannter Faulwurm bilden, der durch Hausschädlinge verursacht wird, die sich auch auf trockenem Holz entwickeln können - Möbel- und Hausschleifer, Hausbarbe, Termiten. In diesem Fall ist die Anzahl der tiefen Passagen groß und das Holz in ihnen verwandelt sich in eine faule Masse mit einem hohen Gehalt an Bohrmehl. Beim Trocknen oder Befeuchten sowie bei der mechanischen Bearbeitung kann es aufgrund der Anisotropie des Schwindens – Quellens und innerer Spannungen im Holz – zu einem Phänomen wie z Kette in Form einer Änderung der Form des Sortiments. Die Verwerfung von Schnittholz kann unterschiedlicher Art sein: Längs an der Stirn, komplex, Längs an der Kante, Quer und auch wie ein Flügel (Wingness) (Abb. 4). Die Art des Verziehens hängt davon ab, ob es aus einem Baumstamm gesägt wird. Verwerfungen verringern die Qualität von Schnittholz und Holzprodukten, erschweren die Verarbeitung und den Zuschnitt, erhöhen die Abfallmenge und erschweren im Allgemeinen die Verwendung von Holz.  Reis. 4. Arten der Verformung: a – quer über die Schlagfläche; b - längs entlang der Oberfläche; c - Flügeligkeit Das Phänomen des Verziehens wird am häufigsten bei Schnittholz beobachtet, das durch Verarbeitung von Birke gewonnen wird. 6. Fremdeinschlüsse, mechanische Beschädigungen und Bearbeitungsfehler In einigen Fällen werden bei der Holzverarbeitung Fremdeinschlüsse in Form eines Fremdkörpers gefunden, der nicht aus Holz stammt – Nagel, Draht, Metallsplitter oder Stein. Ein äußeres Anzeichen für einen solchen Defekt können lokale Schwellungen und Rindenfalten im Holz, eine Delle oder ein Loch sein. Solche Einschlüsse erschweren die mechanische Bearbeitung von Holz und führen häufig zu Schäden an Schneidwerkzeugen – Fräsern, Kreissägen, Fräsern usw. Mechanische Beschädigungen und Bearbeitungsfehler können unterschiedlicher Natur und unterschiedlichen Ursprungs sein. Manchmal gibt es verkohltes Holz. Das Verkohlen von Holz ist das Ergebnis einer Beschädigung durch Feuer, während es seine Form verändert, was seine Verwendung erschwert und Holzverlust verursacht. Carra - das ist eine Beschädigung des Stammes beim Klopfen, die eine Verharzung des Holzes verursacht. Obzol ist ein Teil der Seitenfläche eines Baumstamms, der auf einem besäumten Brett oder Teil konserviert wurde, was zu einer Verringerung der tatsächlichen Breite des Bretts führt und seine Verwendung erschwert. Bei der Bearbeitung von Holz mit einem Schneidwerkzeug Risiken auf seiner Oberfläche Welligkeit - unebener Schnitt oder Unregelmäßigkeiten in Form von bogenförmigen Erhebungen und Vertiefungen als Folge des zylindrischen Fräsens von Holz. Eine schlechte Holzverarbeitung führt zum Auftreten von Haarigkeit auf der Oberfläche in Form unvollständig getrennter Fasern und Moosbildung – dem Vorhandensein von Büscheln unvollständig getrennter Fasern und kleiner Holzpartikel. Zarub - Lokale Beschädigung der Holzoberfläche mit einer Axt. Gash - Lokale Beschädigung der Holzoberfläche durch ein Schneidwerkzeug (Säge). Bei der Ernte und Verarbeitung von Holz gibt es Flocken - seitliche Risse, die vom Ende des Rundholzes ausgehen. In ähnlichen Arbeiten wird es oft erhalten Ausbrüche - Aussparungen mit unebenen Oberflächen als Folge von lokalem Holzabtrag, wenn sie Werkzeugen oder Mechanismen ausgesetzt sind. Bei der Bearbeitung von Holz mit einem Schneidwerkzeug gegen die Fasern werden oft verschiedene mechanische Griffe beobachtet, die sich lösen Dellen - Vertiefungen auf der Oberfläche, die durch lokales Zerkleinern von Holz entstanden sind, sowie Kratzer - Beschädigung der Oberfläche in Form einer schmalen langen Aussparung. Dadurch werden die Einkerbungen der Schneidkante des Werkzeugs gebildet Kratzer - Bereiche der unbehandelten Oberfläche in Form eines schmalen Streifens, der über die behandelte Oberfläche hinausragt. Beim Schleifen der Holzoberfläche kann manchmal ein Defekt wie z Mahlen - Entfernung eines Teils des Holzes unterhalb des Niveaus der behandelten Oberfläche. Bei erhöhter Reibung von Schneidwerkzeugen im Prozess der Holzbearbeitung tritt ein solcher Defekt häufig auf, wie z brennen Holz in Form eines abgedunkelten Bereichs der behandelten Oberfläche. Die oben genannten Holzfehler verringern die Verarbeitungsqualität, beeinträchtigen die Verklebung, Veredelung und Furnierung des Materials oder des gesamten Produkts, verschlechtern in einigen Fällen das Aussehen und beeinträchtigen die Integrität des Holzes, verschlechtern die mechanische Festigkeit und erschweren die Verwendung. VORTRAG Nr. 3. Baumarten 1. Schlüssel zu Baumarten Basierend auf dem „Handbuch Holz“ A. M. Borowikova и B. N. Ugoleva die Determinante der Rassen wird gemacht. 1. Gruppen von Baumarten: 1) Jahresschichten sind auf allen Holzzuschnitten gut sichtbar. Die Kernstrahlen sind nicht sichtbar. Es gibt keine Gefäße. Das Holz einiger Arten hat Harzpassagen (Nadelbäume); 2) Die Jahresschichten sind aufgrund der unterschiedlichen Struktur von Früh- und Spätholz deutlich sichtbar. In der frühen Zone der Jahresschichten bilden große Gefäße einen durchgehenden Lochring, der mit bloßem Auge deutlich sichtbar ist. Die Spätzone der Jahresschichten weist eine dichte Struktur auf, es sind nur noch kleine Gefäße vorhanden. Kleine Gefäße und Parenchymzellen bilden ein Muster in Form von radialen Streifen, entlang der Grenze der Jahresschichten verlaufenden Wellenlinien, einzelnen Linien oder Punkten. Die meisten Rassen haben sichtbare Markstrahlen; 3) Bei den meisten Rassen sind die Jahresschichten schlecht sichtbar. Die Gefäße in einem Querschnitt sind mit bloßem Auge überhaupt nicht sichtbar, oder wenn sie sichtbar sind, bilden sie keinen durchgehenden Ring, sondern sind gleichmäßig über die Jahresschicht verteilt. Die späte Zone der Jahresschicht weist kein Muster auf. Einige Arten haben sichtbare Markstrahlen – diffus-vaskuläre Harthölzer; 2. Baumarten: 1) Nadelbäume: a) Harzkanäle sind ziemlich groß und zahlreich. Jahresschichten sind in allen Abschnitten gut sichtbar. Der Kern hat eine Farbe von rosa bis bräunlich-rot. Der Splint ist breit, hat eine Farbe von gelblich bis blassrosa (Waldkiefer). Weiter, ähnlich für den Rest der Nadelbäume; 2) ringförmige Harthölzer: a) Die Markstrahlen sind breit und in allen Abschnitten deutlich sichtbar. Das Kernholz ist dunkelbraun oder gelbbraun gefärbt. Das Splintholz ist schmal, die Farbe ist hellgelb. Die Jahresschichten sind in allen Abschnitten deutlich sichtbar. Ein Querschnitt durch Spätholz zeigt helle radiale flammenartige Streifen kleiner Gefäße. Das Holz ist hart. Weiteres ähnliches gilt für andere Rassen; 3) verstreute Gefäßharthölzer: a) Jahresschichten sind in allen Schnitten schlecht sichtbar. Das Holz ist weiß mit einem gelblichen oder rosa Farbton. Auf dem Radialschnitt sind die Kernstrahlen in Form schmaler kurzer glänzender dunkler Flecken sichtbar. Oft gibt es Kernwiederholungen, die wie Punkte oder Striche einer rotbraunen Farbe aussehen. Das Holz ist ziemlich hart und schwer (Birke); b) das Holz ist weiß mit einem leichten Rosastich. Die Jahresschichten sind kaum sichtbar. Das Holz ist leicht, weich (Linde); c) die Höhe der Markstrahlen im Radialschnitt beträgt etwa 0,5 mm. Die Jahresschichten sind nicht in allen Schnitten deutlich sichtbar, am besten jedoch im Querschnitt. Die Markstrahlen im Radialschnitt erzeugen ein charakteristisches pockennarbiges Aussehen und starken Glanz. Das Holz ist weiß mit einem gelblichen oder rosafarbenen Farbton, hart und schwer (Spitzahorn); d) Es gibt keinen Kern. Das Holz ist weiß mit einem schwachen grünlichen Schimmer. Manchmal liegt ein Defekt vor - ein falscher Kern von bräunlicher Farbe. In allen Abschnitten sind einjährige Schichten erkennbar. Es gibt Kernwiederholungen in Form von gelben Streifen. Das Holz ist hell und weich (Espe). Mithilfe des Baumartenführers können Sie die Holzart bestimmen. 2. Hauptnadelbäume Zu den Nadelbäumen gehören Fichte, Kiefer, Lärche, Tanne, Zeder, Eibe und Wacholder, aber sie wachsen in Form von Sträuchern. Ель - eine kernlose Art, ihr Holz ist weiß mit einem schwachen gelblichen oder rosa Farbton. Es verfügt über Harzdurchlässe, ist aber harzarm. In Bezug auf Festigkeit, Dichte und Fäulnisbeständigkeit ist es der Kiefer etwas unterlegen. Die jährlichen Schichten sind deutlich sichtbar. Am häufigsten sind zwei Arten von Fichten zu finden – Gemeine und Sibirische Fichte. Der erste wächst im europäischen Teil Russlands, der zweite – vom Ural bis Primorje. Fichte ist der Hauptrohstoff für die Zellstoffproduktion. Seine homogene Struktur und Resonanzfähigkeit machen es unverzichtbar bei der Herstellung von Musikinstrumenten. Aus Fichtenrinde werden Tannine für die Lederindustrie gewonnen. Kiefer-Baum - Soundrock mit Harzpassagen. Sie hat ein leicht rosafarbenes Kernholz, das mit der Zeit bräunlich-rot wird, und einen breiten gelblich-weißen Splint. Auf allen Schnitten sind Jahresschichten mit einem scharfen Übergang von früh hell zu spät dunkel zu erkennen. Kiefer hat eine durchschnittliche Dichte, eine ausreichend hohe Festigkeit und Fäulnisbeständigkeit und ist gut verarbeitet. Kiefernholz wird im Bauwesen, zur Herstellung von Bauteilen und Möbeln sowie zur Herstellung verschiedener Teile des Eisenbahnverkehrs (in Personen- und Güterwagen), zur Befestigung in Bergwerken usw. verwendet. Darüber hinaus wird Kiefer auch verwendet Verwendung als Rohstoff zur Gewinnung von Zellstoff, Span- und Faserplatten, Futterhefe; Harz wird daraus gewonnen und biologisch aktive Substanzen werden aus Nadeln gewonnen. Lärche In Russland macht es mehr als die Hälfte der Nadelwälder aus, was zu seiner weit verbreiteten Verwendung im Baugewerbe, in der Möbelproduktion, in der Zellstoff- und Papierindustrie sowie in der Hydrolyseindustrie usw. geführt hat. Lärche hat ein starkes und elastisches Holz, das stark mit Harz imprägniert ist. Sein Kern ist rotbraun gefärbt und das Splintholz ist weiß oder leicht gelblich. Die Jahresschichten sind deutlich sichtbar, mit einer klaren Grenze zwischen Früh- und Spätholz. Lärche hat wenige Äste, eine hohe Dichte und Festigkeit und ist resistent gegen Fäulnis. In Sibirien werden Privathäuser aus Lärchenstämmen gebaut (sie stellen Blockhäuser her), die viele Jahre halten. Tanne - die leichteste und weichste Nadelbaumart. Sie wächst hauptsächlich im Nordosten des europäischen Teils Russlands und vom Ural bis in den Fernen Osten sowie im Kaukasus. In vielerlei Hinsicht sieht es aus wie Fichte, hat aber keine Harzpassagen. Zeder besetzt große Gebiete in Russland, insbesondere in Sibirien. Es wird bis zu 800 Jahre alt und erreicht eine Höhe von 30 m bei einem Stammdurchmesser von bis zu 2 m. Zedernholz ist leicht, weich, schön in Textur und Farbe; hat ein bräunlich-rosafarbenes Kernholz und weiß-rosafarbenes Splintholz; leicht zu verarbeiten, verrottungsbeständig; weit verbreitet im Bauwesen. Pinienkerne sind die Hauptquelle für Zedernöl, Terpentin und medizinische Balsame. Wacholder wächst in Form von Sträuchern, einem dichten Tongestein von brauner Farbe mit schmalem Splint. Aufgrund seiner geringen Größe wird es in kleinen Mengen zur Herstellung von kleinen Dreh- und Schnitzprodukten verwendet. 3. Grundlegende Harthölzer Birke ist in den Wäldern Russlands häufiger als andere Arten. Birkenholz - verstreutes vaskuläres Nichtkernholz mit einer gelblichen Tönung. Jahresschichten sind schlecht sichtbar. Kernstrahlen sind nur auf streng radialen Schnitten (Splits) sichtbar. Birke hat relativ hohe Festigkeitseigenschaften, aber eine geringe Fäulnisbeständigkeit; schrumpft beim Trocknen stark. Eiche - eine sehr wertvolle Gefäßart mit dunkelbraunem und gelblich-braunem Kernholz und schmalem gelblich-weißem Splintholz. Im Querschnitt sind in der Frühzone der Jahresschicht große Gefäße und in der dunklen Spätzone helle radiale flammenartige Markstrahlen zu erkennen. Eichenholz ist dicht, langlebig, fäulnisbeständig und hat eine schöne Textur; lässt sich gut biegen und bearbeiten. Aufgrund der Knappheit dieses Holzes wird es sowohl in Form von Messerfurnieren als auch in Form von massiven Teilen verwendet. Neben Möbeln werden aus Eichenholz Parkett, Fässer für Wein und Bier, Geräteteile im Maschinenbau usw. hergestellt. In der Möbelproduktion wird Mooreiche mit ihrer dunkelgrauen, fast schwarzen Farbe sehr geschätzt. Gerb- und Extraktstoffe, die zum Gerben von Leder, Fell usw. verwendet werden, werden aus Eichenrinde und Holz gewonnen. Esche - Ringgefäßgestein mit gelblichem oder rosafarbenem Splint und hellbraunem Kernholz. Die Jahresschichten sind deutlich sichtbar, die Kernstrahlen sind nicht sichtbar. Es ähnelt Eiche in Farbe und Struktur, ist aber etwas heller; in der Wirtschaft des Landes verwendet. Es zeichnet sich vor allem durch eine hohe Schlagfestigkeit aus, biegt sich gut, bildet keine Flocken und wird daher bei der Herstellung von Sportgeräten verwendet: Tennisschläger, Hockeyschläger. Ahorn - kernloses Gestein mit verstreuten Gefäßen. Es hat weißes Holz mit rötlicher oder bräunlicher Tönung. In allen Abschnitten sind die Jahresschichten deutlich sichtbar, und im radialen Abschnitt sind die Markstrahlen deutlich zu erkennen, die ein charakteristisches pockennarbiges Aussehen erzeugen. Ahorn wird in der Möbelproduktion und zur Herstellung von Korpussen für Musikinstrumente verwendet, hat aber aufgrund der geringen Vorkommen in den russischen Wäldern nur eine begrenzte Verwendung. Limettenbaum - zerstreute vaskuläre Rasse, nicht nuklear. Das Holz ist weiß mit einem leichten rosa Farbton, die Jahresschichten sind kaum wahrnehmbar, es hat eine homogene Struktur, ist weich, reißt beim Trocknen und Verarbeiten wenig, verzieht sich fast nicht, daher ist es ein gutes Material zum Schnitzen. Nuss - eine sehr wertvolle Art, diffus vaskulär mit Holz von braungrauer ungleichmäßiger Farbe, Jahresschichten sind auf Schnitten schwach sichtbar, aber große Gefäße sind sichtbar Aufgrund dieser Eigenschaften wird Walnussholz verwendet, um gehobeltes Furnier zu erhalten und hochkünstlerische Möbel herzustellen, verschiedene Details, um originelle Innenräume zu schaffen. Pappel - zerstreute, vaskuläre, schnell wachsende Rasse mit breitem Splint von weißer Farbe. Die Jahresschichten sind breit, aber unauffällig. Das Holz ist weich, verrottungsinstabil und wird zur Herstellung von Zellulose und verschiedenen Haushaltsprodukten verwendet. Die Pappelreserven in den Wäldern Russlands sind klein, daher ist ihre Verwendung begrenzt. 4. Rassen von begrenztem Nutzen Lange Zeit in der Steppenzone Russlands, in ländlichen Gebieten, zur Herstellung einfacher Möbel (Stühle, Hocker, Krippen) sowie verschiedener Handwerke (Nudelhölzer, Drücker, Buttermilch usw.) solche Baumarten B. Kirsche, Birne, Apfelbaum, Akazie, Hasel, Eberesche usw. Mit der Entwicklung einer Marktwirtschaft in Russland sind verschiedene Kunsthandwerke aktiver geworden, in denen Handwerker in der Herstellung von Souvenirs, Spielzeug, Haushaltsgegenständen u Kindermöbel (Kinderbetten, Hochstühle usw.) verwenden häufig die oben genannten Holzarten. von Holz Kirschen, die eine hohe Festigkeit in Kombination mit der ursprünglichen Streifen- und gelbbraunen Farbe hat, wurden Möbel mit Imitation wertvoller Holzarten (Mahagoni) und Parkettbretter hergestellt. Derzeit wird es hauptsächlich für die Herstellung verschiedener Souvenirs und Haushaltshandwerke verwendet. Kirsche gehört zur gesunden Rasse, und dieser Baum wächst schnell und kann eine Höhe von bis zu 6 m erreichen (Sorte Vladimirka-rastunya), und der Stammdurchmesser erreicht 20-30 cm. Holz Birnen hat auch eine Reihe wertvoller Eigenschaften - Stärke, schöne Farben von rosa-gelb bis bräunlich-rot, und die Kernstrahlen und Jahresschichten sind kaum wahrnehmbar. Birne ist eine nicht nukleare Sorte, die leicht zu verarbeiten ist und seit langem von Volkshandwerkern für die Herstellung von Möbeln sowie für Kisten von Musikinstrumenten, für Haushaltshandwerk und Souvenirs verwendet wird. In ländlichen Gebieten verwenden russische Handwerker seit langem Haselnussholz (Hasel) für die Herstellung von Holzreifen, Kisten und Regalen, das in Bezug auf physikalische und mechanische Eigenschaften dem Birkenholz nahe kommt und auch eine weiße Farbe mit einem schwachen Glanz hat. Linsen (Hasel) bezieht sich auf eine nicht-nukleare Art der Strauchgattung. Holz hat viele wertvolle Eigenschaften. Eberesche - hohe Festigkeit, Feuerbeständigkeit, Schlagfestigkeit. Ein weiterer Vorteil besteht darin, dass es aus breitem Splintholz mit einer schönen rot-weißen Farbe und markanten Jahresschichten besteht. Seit langem verwenden Handwerker dieses Holz zur Herstellung von Hammergriffen, Axtstielen, Schlägeln, einfachen Möbeln (Hocker, Stühle, Regale, Bänke), geschnitzten Gegenständen (Baluster, Spindeln) usw. Eberesche ist eine gesunde Art. Holz Apfelbäume Handwerker Russlands werden seit langem zur Herstellung verschiedener Haushaltsutensilien, zur Innendekoration und auch zur Herstellung von Schachteln, Souvenirs, Kisten für Musikinstrumente usw. verwendet. Dieses Holz hat eine originelle Farbgebung von gelb-rosa bis rotbraun und jährliche Schichten und Kernstrahlen sind fast nicht wahrnehmbar. Der Apfelbaum gehört zur gesunden diffus-vaskulären Rasse. 5. Exotische Rassen Baumarten, die in Ländern mit tropischem oder subtropischem Klima wachsen, werden als exotische Arten mit begrenzter Verwendung eingestuft. Zurück im XNUMX. Jahrhundert begann mit dem Import nach Russland, nach St. Petersburg, um Rohlinge dieser Art für die Herstellung von Möbeln herzustellen, die für die Ausstattung der königlichen Paläste und dann der Häuser des Hofadels bestimmt waren. Mahagoniholz wurde am häufigsten für diese Zwecke verwendet. Nach und nach bestellten reiche Leute in vielen großen Städten Russlands oft Mahagonimöbel für ihre Häuser, die von erstklassigen Schreinern hergestellt wurden. Die bekannteste Holzart ist Mahagoni, das in Afrika wächst. Australien sowie Mittel- und Südamerika. Das Holz dieser Mahagoniart weist eine sehr schöne Farbkombination auf – von Weiß (schmales Splintholz) bis hin zu Rotbraun oder Braunrot (Kernholz). Holz wurde in Russland in geringen Mengen verwendet Ebenholz. Unter diesem Namen wurden Rohlinge verschiedener Arten, die schwarzes Holz hatten, aus dem Ausland importiert. Am häufigsten wurde Ebenholz (schwarz) importiert, das Kernholz ist, einen schmalen weißen Splint und einen glänzenden schwarzen Kern hat und bei allen Arten von Schnitten Jahresschichten und Kernstrahlen unsichtbar sind Ebenholz wird für die Herstellung von Kunst- und Kunstgegenständen verwendet Dekorationsartikel, Klaviertasten, als Intarsien für die Dekoration von Innenräumen, aber auch Holzblasinstrumente werden daraus hergestellt. Der Ebenholzbaum (schwarz) wächst in Indien, Afrika und Ceylon (in Sri Lanka). Die Trockendichte von Ebenholz beträgt 1000 kg/m 3, also mehr als die Dichte von Wasser. Rosenholz. Im internationalen Handel werden unter diesem Namen verschiedene Baumarten mit ähnlicher Holzfarbe und -struktur zusammengefasst, die in den Tropen wachsen. Das Holz solcher Bäume ist verstreut, sein Splintholz ist schmal, hellgelb, mit einer gräulichen Tönung, der Kern selbst hat eine violettbraune oder schokoladenfarbene Farbe mit einer violetten Tönung; Es ist sehr schwer, trocknet wenig aus, ist schwer zu spalten, lässt sich aber gut schleifen. Palisanderholz wird zur Herstellung von Musikinstrumenten, Schnitzereien, Drechselarbeiten und anderen Produkten verwendet. Секвойя - der größte Baum der Welt, zeichnet sich durch große Haltbarkeit aus; wächst in den Tropen, gehört zu den Nadelarten; in Bezug auf die physikalischen und mechanischen Eigenschaften kommt es dem Fichtenholz nahe, es ist gut verarbeitet; verwendet im Bauwesen sowie zur Herstellung von Möbeln, Bleistiften. Eukalyptus In der Natur gibt es mehr als 500 Arten, die hauptsächlich in Australien und Ozeanien wachsen. In Russland wächst Eukalyptus in kleinen Mengen an der Schwarzmeerküste des Kaukasus. Eukalyptus ist ein schnell wachsender Baum, der sehr große Größen erreicht – über 100 m hoch. Kernholz ist ein Hartholz mit verstreuten Gefäßen, das Kernholz hat eine braune Farbe mit verschiedenen Schattierungen und das Splintholz ist hell. Das Holz dieses Baumes ist dicht, weist eine hohe Festigkeit und Biostabilität auf und wird im Bauwesen, im Kutschenbau usw. verwendet. VORTRAG Nr. 4. Eigenschaften von Holz 1. Farbe, Glanz und Textur von Holz Farbe Holz hängt von den klimatischen Wachstumsbedingungen des Baumes ab. In gemäßigten Klimazonen ist das Holz fast aller Arten blass gefärbt, in tropischen Klimazonen ist es jedoch hell gefärbt. Der Einfluss des Klimafaktors wirkt sich auch innerhalb einer Zone aus, zum Beispiel haben die in wärmeren Zonen wachsenden Arten – Eiche, Walnuss, Eibe und andere – eine intensive Farbe, während die im Norden wachsenden Arten – Fichte, Kiefer, Espe, Birke und andere – eine intensive Farbe haben - sind blass gefärbt. Die Farbintensität hängt auch vom Alter der Bäume ab – mit zunehmendem Alter nimmt die Intensität zu. Die Farbe des Holzes verändert sich unter dem Einfluss von Luft und Licht sowie durch die Einwirkung von Pilzinfektionen; beim Altern von Holz in Wasser oder Speziallösungen; beim Dämpfen und Hochtemperaturtrocknen. Die Farbe des Holzes ist ein wichtiges Merkmal und wird bei der Auswahl von Holzarten für die Herstellung von Möbeln, Innendekoration, bei der Herstellung von Kunsthandwerk, Musikinstrumenten usw. berücksichtigt. Glanz - Dies ist die Fähigkeit von Holz, den Lichtstrom gerichtet zu reflektieren. Glatte Spiegelflächen haben die größte Brillanz, da sie gerichtet reflektieren. Der Glanz von Holz wird in der Regel nach dem Weißgrad beurteilt: Je höher der Weißgrad des Holzes, desto höher der Glanzindex. Blendung und Reflexionen geben auch bei radialen Schnitten Kernstrahlen. Textur - Dies ist ein natürliches Muster auf tangentialen und radialen Holzschnitten, das aus jährlichen Schichten und anatomischen Elementen besteht. Je komplexer die Struktur des Holzes ist, desto reichhaltiger ist seine Textur. Bei Nadelholz ist die Struktur einfach und die Textur gleichmäßig, sie wird hauptsächlich durch die Breite der Jahresringe und den Unterschied bestimmt Färbung von Früh- und Spätholz. Hartholz hat eine komplexe Struktur und eine reichhaltigere Textur. Die Art der Textur hängt weitgehend von der Schnittrichtung ab. Viele Arten, wie Walnuss, Esche, Ulme, Eiche und andere, haben eine schöne und interessante Textur bei einem tangentialen Schnitt. Das Holz auf dem Radialschnitt hat auch eine schöne, ursprüngliche Textur. Das an den Stämmen von Laubbäumen gebildete Maserholz hat hohe dekorative Eigenschaften. Sehr originell ist die Textur des Vogelaugenahornholzes, das durch "schlafende" Knospen entsteht, die sich nicht zu einem Spross entwickelt haben. Eine besondere und schöne Textur entsteht auch künstlich durch ungleichmäßiges Pressen des Holzes und anschließendes Hobeln oder beim Schälen mit einem welligen Messer oder schräg zur Faserrichtung. Mit einem transparenten Holzfinish ist seine Textur ausgeprägter. Die Textur ist der wichtigste Indikator, der den dekorativen Wert von Holz bestimmt. Arten von Holztexturen: 1) ohne ausgeprägtes Muster - Linde, Birne; 2) fein gesprenkeltes Muster - Eiche, Buche, Platane; 3) Moiré-Muster – grauer Ahorn, gewellte Birke, Mahagoni; 4) Zeichnung "Vogelauge" - Esche, Ahorn, karelische Birke, ukrainische Pappel; 5) Muschelmuster - kaukasische Walnuss, Esche, Ulme - Hinterteil; 6) Knotenmuster - Fichte, Kiefer. 2. Feuchtigkeitsgehalt von Holz und mit seiner Veränderung verbundene Eigenschaften Frisch geschnittenes Holz enthält in der Regel viel Wasser und kann in Zukunft je nach Lagerbedingungen zunehmen oder abnehmen oder auf dem gleichen Niveau bleiben. In den meisten Fällen ist es jedoch erforderlich, Maßnahmen zur Entfernung von Wasser zu ergreifen, dh das Holz zu trocknen. Ein Indikator für den Wassergehalt im Holz ist die Luftfeuchtigkeit, die in absolut und relativ unterteilt wird. In der Praxis verwenden sie hauptsächlich absolut Lautwert der Feuchtigkeit, der durch die Formel bestimmt wird: WAbs. = [(m - m0) / M0] × 100 %, wobei m die Masse der nassen Holzprobe ist, g; m0 - die Masse derselben absolut trockenen Probe, g) Der Indikator für die relative Feuchtigkeit wird selten verwendet, hauptsächlich als Indikator für den Feuchtigkeitsgehalt von Brennholz. Es wird durch die Formel bestimmt: Wrel. = (m - m0 /m) × 100%. Es gibt zwei Möglichkeiten, die Luftfeuchtigkeit zu bestimmen – direkt und indirekt. Die direkte Methode basiert auf der Gewinnung von Wasser aus Holz. Dazu wird die gereinigte Holzprobe in einem Ofen bei einer Temperatur von 103 °C getrocknet, bis die Feuchtigkeit vollständig abgegeben ist. Während des Trocknungsvorgangs wird die Probe gewogen – das erste Mal 6-10 Stunden nach Beginn der Trocknung, dann alle 2 Stunden. Die Trocknung wird beendet, wenn das Gewicht der Probe nicht mehr abnimmt. Mit der direkten Methode können Sie den Feuchtigkeitsgehalt von Holz mit großer Genauigkeit bestimmen. Die zweite Methode ist indirekt und basiert auf der Messung der elektrischen Leitfähigkeit von Holz mit einem elektrischen Feuchtigkeitsmesser. Bei dieser Messung zeigt die Instrumentenskala den Feuchtigkeitswert an. Diese Methode ermöglicht eine schnelle Bestimmung der Luftfeuchtigkeit. Der Nachteil liegt jedoch im Messfehler, der 2-3 % beträgt und bei einer Holzfeuchte von mehr als 30 % sogar noch höher ist. Wasser im Holz liegt in gebundenem und freiem Zustand vor. Gebundenes Wasser befindet sich in den Zellwänden und wird festgehalten. Die Entfernung eines solchen Wassers ist schwierig und hat einen signifikanten Einfluss auf die Änderung der meisten Eigenschaften von Holz. Die maximale Menge an gebundenem Wasser entspricht der Sättigungsgrenze der Zellwand, die in Berechnungen berücksichtigt wird: Wb.s. = 30 %. Freies Wasser befindet sich in Zellhöhlen und Zellzwischenräumen und lässt sich so leichter aus Holz entfernen. Frisch geschnittenes Holz hat einen Feuchtigkeitsgehalt im Bereich von 50-100 %, bei längerer Lagerung im Wasser sogar über 100 %. Nach dem Trocknen im Freien wird die Luftfeuchtigkeit auf 15-20% reduziert. Luftfeuchtigkeit von 20-22% genannt Transport, und der Feuchtigkeitsgehalt, den Holz während des Betriebs hat betriebsbereit. Es gibt zwei Arten von Holztrocknung - atmosphärisch, bei Umgebungstemperatur und künstlich oder Kammer, wenn die Temperatur bis zu 100 °C und mehr betragen kann. Bei der Kammertrocknung schrumpft das Holz, d. h. es kommt zu einer Abnahme der Längenmaße in radialer Richtung um 3–7 % und in tangentialer Richtung um 8–10 %, entlang der Fasern um 0,1–0,3 %. Die Gesamtvolumenschrumpfung beträgt 11–17 %. Beim Trocknen von Holz mit abnehmender Luftfeuchtigkeit verändern sich seine mechanischen Eigenschaften – die Elastizität nimmt ab, aber die Druckfestigkeit nimmt zu und die elektrische Leitfähigkeit nimmt ab. 3. Holzdichte. Thermische Eigenschaften von Holz Dichte von Holz ist die Masse pro Volumeneinheit des Materials, ausgedrückt in g/cm 3 oder kg/m 3. Es gibt mehrere Indikatoren für die Holzdichte, die von der Luftfeuchtigkeit abhängen. Die Dichte der Holzsubstanz ist die Masse pro Volumeneinheit des Materials, das die Zellwände bildet. Er ist für alle Rassen ungefähr gleich und beträgt 1,53 g/cm 3, d. h. 1,5-mal höher als die Dichte von Wasser. Die Dichte von absolut trockenem Holz ist die Masse pro Volumeneinheit Holz ohne Wasser darin. Es wird durch die Formel bestimmt: ρ0 = m0 / V0, wobei p0 - Dichte von absolut trockenem Holz, g/cm 3 oder kg/m 3; m0 - Gewicht einer Holzprobe bei einem Feuchtigkeitsgehalt von 0 %, g oder kg; v0 - das Volumen der Holzprobe bei einem Feuchtigkeitsgehalt von 0 %, cm 3 oder m 3. Die Dichte von Holz ist geringer als die Dichte der Holzsubstanz, da es mit Luft gefüllte Hohlräume aufweist, d. h. Porosität, die in Prozent ausgedrückt wird und den Hohlraumanteil in absolut trockenem Holz charakterisiert. Je höher die Dichte des Holzes ist, desto geringer ist seine Porosität. Die Dichte von Holz hängt maßgeblich von der Luftfeuchtigkeit ab. Mit zunehmender Luftfeuchtigkeit nimmt die Dichte von Holz zu. Entsprechend der Dichte werden alle Holzarten in drei Gruppen eingeteilt (bei einer Holzfeuchte von 12 %): 1) Steine mit geringer Dichte - 540 kg/m 3 und weniger - das ist Fichte, Kiefer, Linde usw .; 2) Gesteine mittlerer Dichte - von 550 bis 740 kg/m 3- das ist Eiche, Birke, Ulme usw .; 3) Steine mit hoher Dichte - 750 kg/m 3 und mehr - es ist Hartriegel, Hainbuche, Pistazie usw. Thermische Eigenschaften von Holz - Dies sind Wärmekapazität, Wärmeleitfähigkeit, Wärmeleitfähigkeit und Wärmeausdehnung. Unter Wärmekapazität versteht man die Fähigkeit von Holz, Wärme zu speichern. Als Indikator für die Wärmekapazität wird die spezifische Wärmekapazität C verwendet – die Wärmemenge, die erforderlich ist, um 1 kg Holzmasse um 1 °C zu erhitzen. Sie wird in kJ/kg × t °C gemessen. Trockenes Holz ist eine Holzsubstanz und Luft, und der Massenanteil an Luft ist vernachlässigbar, daher ist die Wärmekapazität von trockenem Holz fast gleich der Wärmekapazität der Holzsubstanz. Die spezifische Wärmekapazität von Holz ist praktisch unabhängig von der Holzart und beträgt bei einer Temperatur von 0°C für absolut trockenes Holz 1,55 kJ. Mit steigender Temperatur steigt die spezifische Wärmekapazität leicht an und bei einer Temperatur von 100 °C um etwa 25 %. Wenn Holz befeuchtet wird, erhöht sich seine Wärmekapazität. Der Prozess der Wärmeübertragung in Holz ist durch zwei Indikatoren gekennzeichnet - den Wärmeleitfähigkeitskoeffizienten und den Wärmeleitfähigkeitskoeffizienten. Koeffizient der Wärmeleitfähigkeit? zahlenmäßig gleich der Wärmemenge, die pro Zeiteinheit durch eine Holzwand mit einer Fläche von 1 m geht 2 und 1 m dick mit einem Temperaturunterschied auf gegenüberliegenden Seiten der Wand von 1 °C. Sie wird in W/(m × °C) gemessen. Der Wärmeleitkoeffizient charakterisiert die Änderungsgeschwindigkeit der Temperatur von Holz beim Erhitzen oder Abkühlen. Sie bestimmt die thermische Trägheit von Holz, also seine Fähigkeit, die Temperatur auszugleichen. Die Temperaturleitfähigkeit wird nach folgender Formel berechnet: α = λ/s × ρ, wobei ρ die Dichte des Materials ist, kg/m3; λ - Wärmeleitfähigkeitskoeffizient, W / (m × °С); c ist die spezifische Wärmekapazität von Holz, kJ / (kg × °С). 4. Elektrische und akustische Eigenschaften von Holz Wie zahlreiche Studien zu den elektrischen Eigenschaften von Holz gezeigt haben, steht seine elektrische Leitfähigkeit, also seine Fähigkeit, elektrischen Strom zu leiten, im umgekehrten Verhältnis zu seinem elektrischen Widerstand. Es gibt Oberflächen- und Volumenwiderstände, die zusammen den Gesamtwiderstand einer zwischen zwei Elektroden platzierten Holzprobe ergeben. Der Volumenwiderstand charakterisiert das Hindernis für den Stromdurchgang durch die Dicke der Probe und den Oberflächenwiderstand – entlang der Oberfläche. Indikatoren für den elektrischen Widerstand sind der spezifische Volumen- und der spezifische Oberflächenwiderstand. Studien haben gezeigt, dass trockenes Holz den Strom schlecht leitet, aber mit zunehmender Luftfeuchtigkeit nimmt sein Widerstand ab. Dies geht aus den während der Studien gewonnenen Daten hervor (Tabelle 1). Tabelle 1 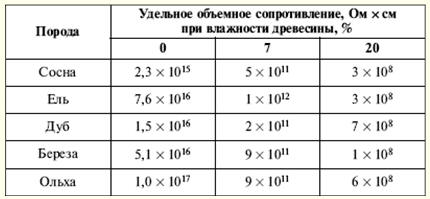 Mit zunehmender Luftfeuchtigkeit nimmt der Oberflächenwiderstand ab. Beispielsweise nimmt bei einer Erhöhung des Feuchtigkeitsgehalts von Buche von 4,5 auf 17 % der elektrische Oberflächenwiderstand von 1,2 × 10 ab13 bis 1×107 Ohm. Darüber hinaus wurde als Ergebnis der Forschung festgestellt, dass der elektrische Widerstand von Holz beim Erhitzen abnimmt, insbesondere bei seiner geringen Luftfeuchtigkeit, sodass eine Temperaturerhöhung von 20 auf 94 ° C den Widerstand absolut verringert trockenes Holz bis 10 6 Zeiten. akustische Eigenschaften. Bei der Untersuchung der akustischen Eigenschaften von Holz wurde festgestellt, dass die Schallausbreitungsgeschwindigkeit im Holz umso größer ist, je geringer seine Dichte und je höher sein Elastizitätsmodul ist. Die Durchschnittswerte der Schallgeschwindigkeit entlang der Fasern für raumtrockenes Holz betragen: Eiche – 4720 m/s, Esche – 4730 m/s, Kiefer – 5360 m/s, Lärche – 4930 m/s. Weitere Untersuchungen haben gezeigt, dass die Schallgeschwindigkeit entlang der Fasern drei- bis viermal geringer ist als entlang der Fasern. Die Geschwindigkeit der Schallausbreitung hängt von den Eigenschaften der Materialien und vor allem von der Dichte ab. In Stahl breitet sich Schall beispielsweise mit einer Geschwindigkeit von 3 m/s aus, in Luft mit 4 m/s und in Gummi mit 5050 m/s MS. Basierend auf Daten aus Untersuchungen der akustischen Eigenschaften von Holz wurde eine Ultraschallmethode entwickelt, um seine Festigkeit und innere versteckte Mängel zu bestimmen. Gemäß den geltenden Bauvorschriften sollte die Schalldämmung von Wänden und Trennwänden sowie zwischen den Stockwerken nicht weniger als 330 betragen - 30 dB. Forschungsdaten zufolge ist das Schallabsorptionsvermögen von Holz gering, beispielsweise beträgt die Schalldämmung von Kiefernholz mit einer Dicke von 40 cm 48 dB und von Eichenholz mit einer Dicke von 3 cm 12 dB. Die besten akustischen Eigenschaften im Hinblick auf die größte Schallemission wurden, wie Untersuchungen ergeben haben, bei Fichten-, Tannen- und Zedernholz gefunden, das für die Herstellung vieler Musikinstrumente verwendet wird: Zupf-, Streich-, Keyboardinstrumente usw. Wie die Praxis gezeigt hat Lang abgelagertes Holz hat die besten akustischen Eigenschaften – und das über 4,5 Jahre und länger. 5. Haltbarkeit von Holz Zu den mechanischen Eigenschaften zählen die Festigkeit und Verformbarkeit von Holz sowie einige technologische Eigenschaften. Die Festigkeit von Holz ist seine Fähigkeit, der Zerstörung unter dem Einfluss äußerer Belastungen zu widerstehen. Die Zugfestigkeit von Holz wird durch die Prüfung von Proben auf Druck, Zug, Biegung und Scherung bestimmt. Bei der Druckprüfung von Holz erfolgt die Belastung entlang der Fasern, dann quer und an einer Stelle. Die Zugfestigkeit wird in MPa nach folgender Formel bestimmt: бquetschen = Pmax /a×b, wo Pmax - maximale Bruchlast, N; a und b sind die Abmessungen der Holzprobe, mm. Gemäß den Testdaten wurde festgestellt, dass, wenn Holz über die Fasern gestreckt wird, die Festigkeit etwa 1/20 der Zugfestigkeit entlang der Fasern beträgt. Daher ist es beim Entwerfen von Produkten und beim Bau verschiedener Gebäudestrukturen nicht zulässig, dass Zuglasten über die Fasern geleitet werden. In der Praxis arbeiten Holzprodukte in den meisten Fällen mit Biegebelastungen. Daher müssen Holzproben auf Biegung geprüft werden, wobei die Zugfestigkeit in MPa nach der Formel bestimmt wird: бvon = 3Pmax × l/2 × b × h2, wo l - Abstand zwischen den Stützen, mm; b - Probenbreite in radialer Richtung, mm; h ist die Höhe der Probe in tangentialer Richtung, mm. Beim Biegen einer Probe entstehen auf der konvexen Seite Zugspannungen und auf der konkaven Seite Druckspannungen. Bei Belastungen über dem Maximalwert kommt es zur Holzzerstörung in Form eines Bruchs gedehnter Fasern auf der konvexen Seite des Probenbruchs. Die Scherfestigkeit ist von großer Bedeutung. Dieser Indikator wird durch die Prüfung von drei Scherarten bestimmt: Abplatzen entlang und quer zu den Fasern; zum Schneiden von Holz quer zur Faser. In diesem Fall beträgt die Bruchfestigkeit von Holz bsk, MPa wird durch die Formel bestimmt: бsk = Pmax /b×l, wo P max - maximale Belastung, N; b, l - Dicke und Länge der Probe in der Scherebene, mm. Versuche zum Schneiden von Holz quer zu den Fasern werden an Proben mit einem beweglichen Messer durchgeführt. In diesem Fall wird die Zugfestigkeit in MPa durch die Formel bestimmt: τ = Pmax / 2 × a × b, wo Pmax - maximale Belastung, N; a und b sind die Abmessungen des Probenabschnitts, mm (quer). Wie die Testergebnisse zeigen, ist die Festigkeit von Holz, wenn es quer zur Faser geschnitten wird, 4-mal höher als wenn es entlang der Fasern gehackt wird. Wie Tests gezeigt haben, ist der Elastizitätsmodul bei Druck und Zug von Holz ungefähr gleich und beträgt bei einer Luftfeuchtigkeit von 12,3 % 14,6 GPa für Kiefer, 16,4 GPa für Eiche und 12 GPa für Birke. Der Elastizitätsmodul entlang der Fasern ist etwa 20-25-mal geringer als entlang der Fasern und in radialer Richtung ist er etwa 20-50 % höher als in tangentialer Richtung. Bei der Prüfung von Holz wird auch der Elastizitätsmodul bestimmt: E = 3 × P × l / (64b × h3 ×f), wobei P die Last ist, die der Differenz zwischen der oberen und der unteren Messgrenze N entspricht; l - Abstand zwischen den Stützen (auf denen sich die Holzprobe befindet), mm; b und h - Probenbreite und -höhe, mm; f - Durchbiegung gleich der Differenz zwischen den arithmetischen Mittelwerten der Durchbiegung an der oberen und unteren Belastungsgrenze, mm. 6. Technologische Eigenschaften von Holz Technologische Eigenschaften: Schlagfestigkeit, Härte, Verschleißfestigkeit, Fähigkeit, Schrauben, Nägel und andere Befestigungselemente zu halten, sowie Bearbeitbarkeit mit Schneidwerkzeugen. Schlagzähigkeit von Holz - dies ist seine Fähigkeit, Kräfte (Arbeit) beim Aufprall ohne Zerstörung aufzunehmen. Je mehr Arbeit erforderlich ist, um die Probe zu brechen, desto höher ist ihre Viskosität. Die Schlagfestigkeit wird durch die Formel bestimmt: A \uXNUMXd Q / b x h, J / cm 2, wobei Q die für den Bruch der Probe aufgewendete Arbeit ist, J; b und h sind die Breite und Höhe der Probe. Härte von Holz - Dies ist seine Fähigkeit, dem Eindrücken eines Körpers aus einem härteren Material zu widerstehen - einem Stahlstempel mit einer halbkugelförmigen Spitze mit einem Radius r = = 5,64 mm bis zu einer Tiefe von 5,64 mm. In diesem Fall wird am Ende der Belastung die Belastung P auf der Kraftmesserskala der Maschine gezählt. Nach der Prüfung verbleibt ein Abdruck mit einer Fläche von 100 mm im Holz 2. Die statische Härte der Probe wird in N/mm nach folgender Formel bestimmt: H \uXNUMXd P / π × r2, wobei π×r2 - die Fläche des Abdrucks im Holz, wenn eine Halbkugel mit dem Radius r hineingedrückt wird, mm. Wenn die Proben während der Prüfung platzen, wird der Stempel auf eine geringere Tiefe (2,82 mm) gedrückt und die Härte wird durch die Formel bestimmt: H = 4P / (3π × r2). Alle Gesteine werden anhand der Härte der Endoberfläche in drei Gruppen eingeteilt: weich – mit einer Härte von 40 N/mm 2 und weniger, hart - 41-80 N/mm 2 und sehr hart – über 80 N/mm 2. Verschleißfestigkeit Holz charakterisiert seine Fähigkeit, Verschleiß zu widerstehen, wenn es gegen die Oberfläche von abrasiven Elementen oder Mikrorauhigkeiten eines festeren Körpers reibt. Bei der Abriebprüfung werden Bedingungen geschaffen, die den tatsächlichen Abriebprozess von Holz nachahmen, das für Fußböden, Treppen und Decks verwendet wird. Der Abrieb erfolgt auf einer speziellen Maschine. Der Abriebindex t errechnet sich in diesem Fall in mm nach der Formel: t = h × (m1 - M2) / M1, wobei h die Probenhöhe vor dem Abrieb ist, mm; m 1 und M 2 - die Masse der Probe vor und nach der Prüfung, g. Der spezifische Widerstand gegen das Herausziehen eines Nagels oder einer Schraube wird durch die Formel bestimmt: Рud. = Pmax / l (N/mm), wo Pmax - maximale Belastung beim Herausziehen von Nägeln oder Schrauben; l ist die Länge, um einen Nagel einzutreiben oder eine Schraube einzudrehen. Die Fähigkeit von Holz, Befestigungselemente zu halten, hängt von seiner Art, Dichte und seinem Feuchtigkeitsgehalt ab. Der Auszugswiderstand von in radialer und tangentialer Richtung eingeschlagenen Nägeln ist etwa gleich, jedoch höher als beim Einschlagen von Nägeln in das Probenende. Die Biegefähigkeit von Holz - am besten für Buche, Eiche, Esche, am schlimmsten für Nadelholzarten. Um die Biegsamkeit des Holzes zu verbessern, wird es vor dem Biegen gedämpft, nach dem Biegen abgekühlt und im fixierten Zustand getrocknet, wodurch es eine stabile gebogene Form erhält. Die Fähigkeit des Holzes sich zu spalten - Hierbei handelt es sich um den Vorgang der Trennung entlang der Fasern unter dem Einfluss einer auf den Keil übertragenen Last. Dies ist eine negative Eigenschaft von Holz beim randnahen Eintreiben von Nägeln sowie von Spikes und Schrauben beim Einschrauben, aber eine positive Eigenschaft beim Brennholzhacken oder Vorbereiten von Scheitholz. VORTRAG Nr. 5. Legierungen 1. Die Struktur von Metallen Metalle und ihre Legierungen - der Hauptwerkstoff im Maschinenbau. Sie besitzen viele wertvolle Eigenschaften, vor allem aufgrund ihrer inneren Struktur. Ein weiches und duktiles Metall oder eine Legierung kann hart und spröde gemacht werden und umgekehrt. Um die Eigenschaften von Metallen bewusst zu verändern, ist es notwendig, die Grundlagen ihrer Kristallstruktur zu kennen. Bekanntlich bestehen alle Körper aus einer großen Anzahl von Atomen, die durch Kohäsionskräfte zusammengehalten werden und in der Nähe von Gleichgewichtspunkten mit hohen Frequenzen schwingen. Da die Atome verschiedener Metalle unterschiedlich sind, hat jedes Metall seine eigenen spezifischen Eigenschaften. Diese Eigenschaften hängen von der Anordnung der Atome untereinander, der Art ihrer Bindungen und dem Abstand zwischen ihnen ab. Ändert man den Abstand zwischen Atomen oder die Reihenfolge ihrer Anordnung, ändern sich auch die Eigenschaften des Metalls. In amorphen Körpern – Harz, Glas, Kolophonium usw. – sind die Atome zufällig angeordnet. In Metallen liegen sie in einer bestimmten geometrischen Ordnung vor und bilden Kristalle, weshalb Metalle kristalline Feststoffe sind. Metalle unterscheiden sich nicht nur in der Reihenfolge der Atomanordnung, sondern auch in ihrem Kristallgitter, einem imaginären räumlichen Gitter aus Elementarzellen, an deren Knotenpunkten sich Atome befinden. Folgende Kristallgitter von Metallen mit dichter Atompackung werden unterschieden: kubisch raumzentriert, kubisch flächenzentriert und hexagonal. In einer kubisch-raumzentrierten Gitterzelle befinden sich die Atome an den Ecken und in der Mitte des Würfels. Eine solche Zelle enthält neun Atome (Chrom, Wolfram, Vanadium, Molybdän, Lithium und bei bestimmten Temperaturen Eisen und andere Metalle). In einer Zelle eines kubisch-flächenzentrierten Gitters befinden sich Atome an den Ecken des Würfels und am Schnittpunkt der Diagonalen jeder Ebene. Eine solche Zelle hat 14 Atome (Blei, Nickel, Kupfer, Gold, Silber, Platte, Eisen bei bestimmten Temperaturen und andere Metalle). In einer Zelle eines sechseckigen Kristallgitters befinden sich Atome an den Spitzen und in der Mitte der sechseckigen Basen des Prismas und drei Atome in seiner Mittelebene, während eine solche Zelle 17 Atome (Magnesium, Zink, Cadmium) enthält , Osmium, Beryllium und andere Metalle). Unter bestimmten Bedingungen können sich einige Metalle – Eisen, Titan, Zirkonium, Strontium, Kobalt, Kalzium und andere – von einem Kristallgittertyp zum anderen umordnen, beispielsweise von einem kubisch-raumzentrierten zu einem flächenzentrierten und sogar hexagonalen. Die Elementarzelle repräsentiert nur ein Element oder eine Zelle des Kristallgitters. Das gesamte Kristallgitter in einem echten Metall besteht aus einer großen Anzahl sich wiederholender Elementarzellen. Der Abstand zwischen den Atomen einer Kristallgitterzelle oder zwischen parallelen Atomebenen, die eine Elementarzelle bilden, ist von großer Bedeutung. Je größer dieser Abstand ist, desto weniger haltbar ist das Metall. Der Abstand zwischen ihnen wird in Angström gemessen – 1 A = 10 -8 cm oder in Nanometern - 1 A \u0,1d XNUMX nm. Aus der Praxis ist bekannt, dass Eisen stärker als Kupfer und Kupfer stärker als Aluminium ist. 2. Kristallisation und Struktur von Metallen und Legierungen Die Anordnung der Atome - die Art des Kristallgitters - die natürliche Eigenschaft des Metalls, die Form der Kristalle und ihre Größe hängen vom Prozess des Übergangs des Metalls von einem flüssigen in einen festen Zustand ab. Der Vorgang der Kristallbildung bei der Erstarrung von Metallen wird genannt Kristallisation. Bei der Kristallisation von Metallen wird Wärme freigesetzt und beim Übergang von Metallen vom festen in den flüssigen Zustand wird Wärme aufgenommen. Beobachtungen mit Hilfe von temperaturmessenden Teilen des Prozesses der Temperaturabnahme Beim Übergang eines Metalls vom flüssigen in den festen Zustand ermöglichten sie es, eine gewisse Regelmäßigkeit festzustellen. Zunächst sinkt die Temperatur gleichmäßig. In der Anfangsphase der Kristallbildung hört der Temperaturabfall aufgrund der Freisetzung latenter Wärme während der Bildung des Kristallgitters auf und bleibt unverändert, bis das Metall vollständig erstarrt ist. Nachdem das gesamte Metall ausgehärtet ist, beginnt die Temperatur wieder zu sinken. Die einer horizontalen Fläche entsprechende Temperatur wird genannt kritisch. Die Kristallisation von Metallen ähnelt der Kristallisation von Salzen und besteht aus zwei gleichzeitig ablaufenden Elementarprozessen. Das erste ist die Bildung von Kristallisationszentren oder Kristallkeimen, das zweite das Wachstum von Kristallen aus diesen Zentren. Die erste Stufe - das Auftreten von Kernen von Metallkristallen. Die zweite Stufe - Beim Abkühlen des Metalls schließen sich immer mehr flüssige Metallatome den Kernen an, die in einer bestimmten Reihenfolge nebeneinander gruppiert werden und Elementzellen des Kristallgitters bilden. Dieser Vorgang setzt sich bis zum Ende der Kristallisation fort. Darüber hinaus haben die Kristalle des erstarrten Metalls eine unregelmäßige und sehr unterschiedliche Form, was durch die Kristallisationsbedingungen erklärt wird. Während des Kristallisationsprozesses nimmt die Anzahl der Kristalle zu - in 1 mm 3 über 1000 Kristalle können gebildet werden. Kristalle, die eine unregelmäßige äußere Form haben, werden genannt Kristallite, oder Körner. Reine Metalle werden im Maschinenbau und anderen Wirtschaftszweigen relativ selten verwendet. Weit verbreiteter sind Legierungen, die aus zwei oder mehr Elementen bestehen (zwei Metalle wie Kupfer und Zink oder ein Metall und ein Nichtmetall wie Eisen und Kohlenstoff). Die Elemente in einer Legierung werden genannt Komponenten. Je nach Anordnung der Atome im Kristallgitter werden substitutionelle Mischkristalle und interstitielle Mischkristalle unterschieden. In einem Substitutionsmischkristall sind die Atome der löslichen Komponente durch Lösungsmittelatome ersetzt, während in der interstitiellen Mischkristalle die Lösungsmittelatome zwischen den Atomen der löslichen Komponente an den schwächsten Stellen der Kristallgitterelemente angeordnet sind. Legierungen, die feste Lösungen sind, haben wertvolle Eigenschaften. Sie sind härter und stärker als die darin enthaltenen Komponenten. Die Bestandteile einiger Legierungen können während der Kristallisation eine chemische Bindung eingehen und eine chemische Verbindung bilden. Chemische Verbindungen haben eine sehr hohe Härte und einen guten elektrischen Widerstand. 3. Diffusion und diffusionslose Transformationen Unter Diffusion die Bewegung von Atomen in einem kristallinen Körper in Abständen verstehen, die die durchschnittlichen Atomabstände eines bestimmten Metalls überschreiten. Wenn die Bewegung von Atomen nicht mit einer Konzentrationsänderung in einzelnen Volumina verbunden ist, wird ein solcher Prozess aufgerufen Selbstverbreitung. Diffusion begleitet von einer Konzentrationsänderung wird genannt Heterodiffusion. In Fällen, in denen die Heterodiffusion von der Bildung neuer Phasen begleitet wird, was am häufigsten bei der chemischen und technischen Verarbeitung auftritt, spricht man von reaktive Diffusion. Der Diffusionsprozess basiert auf einem atomaren Mechanismus, bei dem jedes Atom mehr oder weniger zufällige Wanderungen durchführt. Diffusionsumwandlungen in Metallen finden bei verschiedenen chemischen und thermischen Behandlungen statt – Verchromen, Aufkohlen, Alutieren (Aluminieren) usw. Verchromung bietet erhöhte Hitzebeständigkeit von Stahl bis 800 °C, hohe Korrosionsbeständigkeit in Umgebungen wie Süß- und Meerwasser, Essig- und Phosphorsäure sowie Erosionsbeständigkeit bei niedrigen und hohen Temperaturen. Das Verchromen von Stählen mit mehr als 0,3-0,4 % Kohlenstoff erhöht auch die Härte und Verschleißfestigkeit. Beim Verchromen besteht die Diffusionsschicht aus einer Lösung von Chrom in? - Eisen, und der Chromgehalt an der Oberfläche beträgt 25-50%. Bei diesem Verfahren wird im Fall der Verwendung von CrCl 2 folgende Reaktion findet statt: CrCl 2 + Fe → FeCl 2 + Kr. Bei der Wärmebehandlung von Stahl nicht diffus, oder allotrop, Transformationen im Prozess der sekundären Kristallisation. Insbesondere bei einer Temperatur von +775 ° C in Stahl mit 0,6% Kohlenstoff beginnen allotrope Umwandlungen, d. H. Die Trennung von Ferrit von Austenit (einer festen Lösung von Kohlenstoff (bis zu 2,14 %)) und anderen Verunreinigungen im Volumen von Eisen. Ferrit - feste Lösung einer kleinen Menge Kohlenstoff (bis zu 0,04 %) und anderer Verunreinigungen in? - Drüse - ein weiches, plastisches und nicht ausreichend festes Strukturbauteil. Da Ferrit eine vernachlässigbare Menge Kohlenstoff enthält, reichert sich der verbleibende Austenit mit der Freisetzung von Ferrit allmählich an Kohlenstoff an. Wenn die Kohlenstoffkonzentration im verbleibenden Austenit 0,8 % erreicht, enthält Stahl mit 727 % Kohlenstoff bei einer Temperatur von +0,6 °C Ferrit und Austenit und bei Temperaturen unter +727 °C Ferrit und Perlit sowie die Ferrit-Perlit-Struktur bleibt auch bei weiterer Abkühlung des Stahls auf Raumtemperatur ohne nennenswerte Änderungen unverändert. Ähnliche Umwandlungen sind für alle untereutektoiden Stähle (mit weniger als 0,8 % Kohlenstoff) charakteristisch. Der einzige Unterschied besteht in den Temperaturen, bei denen Ferrit auszufallen beginnt. Wenn der Stahl außerdem 0,8 % Kohlenstoff enthält, findet seine Sekundärkristallisation bei einer konstanten Temperatur (+727 °C) statt und wird von nur einem Prozess begleitet – der Bildung von Perlit. Dies wird durch die Tatsache erklärt, dass in diesem Fall der Kohlenstoffgehalt im Stahl der eutektoiden Zusammensetzung entspricht – einer mechanischen Mischung von Kristallen, die gleichzeitig aus der flüssigen Legierung freigesetzt werden. Dadurch entsteht eine feinkörnige Struktur der Legierung. 4. Klassifizierung von Legierungen. Eisen und seine Legierungen Stahl und Gusseisen - Grundwerkstoffe im Maschinenbau. Sie machen 95 % aller im Maschinenbau verwendeten Legierungen aus. Stahl ist eine Legierung aus Eisen mit Kohlenstoff und anderen Elementen mit bis zu 2,14 % Kohlenstoff. Kohlenstoff - die wichtigste Verunreinigung von Stahl. Die Festigkeit, Härte und Duktilität von Stahl hängen von seinem Inhalt ab. Neben Eisen und Kohlenstoff enthält Stahl Silizium, Mangan, Schwefel und Phosphor. Diese Verunreinigungen gelangen während des Schmelzprozesses in den Stahl und sind seine unvermeidlichen Begleiter. Gusseisen - Legierung auf Eisenbasis. Der Unterschied zwischen Gusseisen und Stahl ist sein höherer Kohlenstoffgehalt – mehr als 2,14 %. Am weitesten verbreitet sind Gusseisen mit 3-3,5 % Kohlenstoff. Gusseisen enthält die gleichen Verunreinigungen wie Stahl, nämlich Silizium, Mangan, Schwefel und Phosphor. Gusseisen, bei dem der gesamte Kohlenstoff in einer chemischen Verbindung mit Eisen vorliegt, werden (aufgrund der Art des Bruchs) als weiß bezeichnet, und Gusseisen, bei dem der gesamte oder der größte Teil des Kohlenstoffs aus Graphit besteht, werden als grau bezeichnet. Weißes Gusseisen enthält immer eine weitere Strukturkomponente – Ledeburit. Hierbei handelt es sich um ein Eutektikum, d. h. um eine gleichmäßige mechanische Mischung aus Austenit- und Zementitkörnern, die während des Kristallisationsprozesses entsteht. Es enthält 4,3 % Kohlenstoff. Ledeburit entsteht bei einer Temperatur von +1147 °C. Ferrit - eine feste Lösung mit einer geringen Menge Kohlenstoff (bis zu 0,04 %) und anderen Verunreinigungen? - Eisen. Es ist praktisch reines Eisen. Zementit - chemische Verbindung von Eisen mit Kohlenstoff - Eisencarbid. Perlit - gleichmäßige mechanische Mischung in einer Legierung aus Ferrit und Zementit. Diese Mischung erhielt einen solchen Namen, weil der Abschnitt während des Ätzens einen Perlmuttton hat. Da Perlit durch sekundäre Kristallisationsprozesse entsteht, wird er als Eutektoid bezeichnet. Es entsteht bei einer Temperatur von +727 °C. Es enthält 0,8 % Kohlenstoff. Perlit hat zwei Sorten. Wenn der Zementit darin in Form von Platten vorliegt, wird er als lamellar bezeichnet, aber wenn der Zementit in Form von Körnern vorliegt, wird der Perlit als körnig bezeichnet. Unter dem Mikroskop erscheinen Zementitplatten glänzend, weil sie sehr hart sind, sich gut polieren lassen und beim Ätzen mit Säuren weniger korrodieren als weiche Ferritplatten. Werden Eisen-Kohlenstoff-Legierungen auf bestimmte Temperaturen erhitzt, findet eine allotrope Umwandlung von α-Eisen in ν-Eisen statt und es bildet sich ein Gefügeteil, das als Austenit. Austenit ist eine feste Lösung von Kohlenstoff (bis zu 2,14 %) und anderen Verunreinigungen in ν-Eisen. Kohlenstofffähigkeit Die Auflösung in Eisen variiert bei verschiedenen Temperaturen. Bei einer Temperatur von +727 °C kann ν-Eisen nicht mehr als 0,8 % Kohlenstoff lösen. Bei gleicher Temperatur zerfällt Austenit zu Perlit. Austenit ist ein weicher Gefügebestandteil. Es zeichnet sich durch große Plastizität aus und besitzt keine magnetischen Eigenschaften. Bei der Untersuchung der Strukturkomponenten von Eisen-Kohlenstoff-Legierungen wurde festgestellt, dass sie bei Raumtemperatur immer aus zwei Strukturelementen bestehen: weichem duktilem Ferrit und hartem Zementit, der die Legierung festigt. 5. Zustandsdiagramme von Legierungen Legierungen können erhalten werden, indem die meisten Metalle miteinander sowie mit Nichtmetallen kombiniert werden. Zustandsdiagramme von Legierungen geben eine visuelle Darstellung der Umwandlungen, die in Legierungen in Abhängigkeit von ihrer chemischen Zusammensetzung und Temperatur stattfinden. Bei der Erstellung von Zustandsdiagrammen von Legierungen wird auf der Abszissenachse die chemische Zusammensetzung bzw. Konzentration der Legierung in Prozent angegeben. Dazu wird eine horizontale Linie einer bestimmten Länge in hundert identische Teile geteilt, und jede Teilung wird als 1 % einer der Legierungskomponenten genommen.  Reis. 5. Diagramm des Legierungszustands des Systems Blei-Antimon (Pb-Sb). Punkt A entspricht reinem Blei und Punkt B entspricht reinem Antimon. Die Temperatur ist auf einer bestimmten Skala auf der y-Achse angegeben. Um ein Legierungszustandsdiagramm zu erstellen, wird zunächst eine Reihe von Abkühlkurven für Legierungen gleicher Elemente mit unterschiedlichen Konzentrationen erstellt. Basierend auf diesen Kurven wird ein Diagramm erstellt. Zur ersten Gruppe gehören Legierungen, deren Bestandteile beim Erstarren nur mechanische Gemische bilden. Das Diagramm dieser Legierungen wird bedingt als Phasendiagramm erster Art bezeichnet. Das Diagramm von Legierungen, die beim Erstarren nur feste Lösungen bilden, wird als Phasendiagramm zweiter Art bezeichnet. Am typischsten für Diagramme der ersten Art sind Legierungen von Blei mit Antimon. Konstruktion eines Diagramms (erster Art) des Zustands von Pb-Sb-Legierungen: 1) Abkühlkurven untereutektischer Legierungen; 2) Zustandsdiagramm von Pb-Sb-Legierungen; 3) Abkühlkurven übereutektischer Legierungen. Das Diagramm ist für fünf Arten von Blei-Antimon-Legierungen aufgebaut: 1) 5 % Antimon und 95 % Blei; 2) 10 % Antimon und 90 % Blei; 3) 20 % Antimon und 80 % Blei; 4) 40 % Antimon und 60 % Blei; 5) 80 % Antimon und 20 % Blei. Sie haben alle zwei Kritische Temperaturen: oben und unten. Die Untersuchung der Kristallisationsprozesse dieser Legierungen zeigt, dass die obere kritische Temperatur dem Beginn und die untere dem Ende der Erstarrung der Legierung entspricht. Somit unterscheidet sich der Kristallisationsprozess von Pb-Sb-Legierungen stark von der Kristallisation reiner Metalle. Legierungen kristallisieren innerhalb eines Temperaturbereichs, während reine Metalle bei einer konstanten Temperatur kristallisieren. Die mechanische Mischung von Kristallen, die gleichzeitig aus einer flüssigen Legierung freigesetzt werden, wird genannt eutektisch (übersetzt aus dem Griechischen - "gut gebaut"). Legierungen dieser Konzentration werden genannt eutektisch. Die DIA-Linie auf dem Diagramm wird aufgerufen Liquiduslinie (übersetzt aus dem Griechischen - "flüssig"). Oberhalb dieser Linie befindet sich jede Blei-Antimon-Legierung in einem flüssigen Zustand. Die DSVE-Linie wurde die Linie genannt Solidus (übersetzt aus dem Griechischen - "fest") oder eutektische Linie. Punkt C zeigt die Zusammensetzung des Eutektikums. Legierungen, die sich links von diesem Punkt befinden, werden aufgerufen untereutektisch, rechts von ihr übereutektisch. In der Struktur untereutektischer Legierungen ist neben Eutektikum immer eine gewisse Menge Blei und in übereutektischen Legierungen neben Eutektikum Antimon enthalten. VORTRAG Nr. 6. Mechanische Eigenschaften von Metallen 1. Verformung und Zerstörung Anwendungsaufrufe laden Verformung. Im Anfangsmoment verursacht die Belastung, wenn sie nicht von Phasenänderungen (Strukturänderungen) begleitet wird, nur eine elastische (reversible) Verformung. Bei Erreichen einer bestimmten Spannung wird die Verformung (teilweise) irreversibel (plastische Verformung), wobei sich auch die Struktur des Metalls und damit seine Eigenschaften irreversibel ändern.Die Abhängigkeit der Verformung von der Spannung wird durch das sogenannte Spannungsdiagramm dargestellt. Bedingter Stress: σ = P / F0 (kgf/mm2), wobei P die Kraft ist; F0 - Anfangsschnitt und die Abszissenachse - relative Verformung: ε = ∆l / l, wobei Δl das Längeninkrement ist, l - Anfangslänge. Der Tangens des Neigungswinkels ist gerade: tg α \uXNUMXd σ / ε \uXNUMXd E - der Modul der normalen Elastizität (in kgf / mm 2) - charakterisiert die Steifigkeit des Materials (Widerstand gegen elastische Verformung), die durch die Kräfte der interatomaren Wechselwirkung bestimmt wird, in erster Näherung von der Schmelztemperatur des Metalls. Da Legierung und Wärmebehandlung den Schmelzpunkt kaum beeinflussen, kann der Normal-E-Modul als strukturunempfindliches Merkmal angesehen werden. Für alle Stähle E ≈ 2 × 10 4 kgf/mm 2, und für Aluminiumlegierungen E ~ 0,7 × 10 4 kgf/mm 2. Die bedingte Spannung, bei der die proportionale Beziehung zwischen ε und σ verletzt wird, ist die Elastizitätsgrenze (oder Proportionalitätsgrenze). Aus technischen Gründen (außer bei elastischen Elementen) wird eine kleine Abweichung von der Proportionalität nicht als signifikant angesehen, und es wird normalerweise davon ausgegangen, dass eine plastische Verformung auftritt, wenn die permanente irreversible Verformung ε istpl. wird 0,2 %. Die bedingte Spannung, bei der = 0,2% genannt wird Streckgrenze (auf dem Diagramm - σ0,2) und charakterisiert den Widerstand des Materials gegenüber kleinen plastischen Verformungen. Die wahre Spannung erreicht ihren Maximalwert im Punkt Z – bei der endgültigen Zerstörung der Probe. Für hochfeste und niedrigplastische Werkstoffe σВ > 150 kgf/mm 2, die relative Verengung ψ (Änderung der Verengung) an der Bruchstelle (Zerstörung) kleiner als 40 % ist und ψ durch die Formel bestimmt wird: ψ = (Fо - F.х)Fо, wobei F 0 - Ausschnitt der Probe vor der Vernichtung; Fx - Schnitt im Moment der maximalen Verformung. Zerstörung kann von zwei Typen sein, die aufgerufen werden können "Trennung" (Rückkehr) und "Zerstörung" (Urlaub). Die Trennung ist typisch für hochplastische Materialien (meist hochreine Metalle), deren Verformung nach Erreichen des Punktes ? В führt zu 100 % Einengung ohne Bildung einer Bruchfläche. In allen anderen Fällen erreicht die Verengung einen bestimmten Wert, wonach die Probe unter Bildung von Bruchflächen zerstört wird.  Reis. 6. Arten zerrissener Proben: a - Trennung; b - Versagen mit vorläufiger plastischer Verformung; c - Zerstörung ohne vorherige plastische Verformung. Dem Zerstörungsprozess gehen voraus: elastische Verformung und plastische Verformung. 2. Mechanische Eigenschaften von Metallen Mechanische Eigenschaften Metalle werden durch folgende Eigenschaften bestimmt: Elastizitätsgrenze σТ, Streckgrenze σЕ, Zugfestigkeit relative Dehnung σ, relative Einengung ψ und Elastizitätsmodul E, Schlagzähigkeit, Dauerfestigkeit, Verschleißfestigkeit. Härte, bestimmt durch einfachste zerstörungsfreie Methoden, hängt hauptsächlich vom Kohlenstoffgehalt und den Bedingungen der Wärmebehandlung von Stahl ab. Für eine grobe Abschätzung der Festigkeit kann die folgende Beziehung verwendet werden: σВ = HB/3. Alle Metallteile von Maschinen sind während des Betriebs verschiedenen äußeren Belastungen ausgesetzt, die sanft, allmählich (statisch) oder sofort (dynamisch) erfolgen können. Auf Teile einwirkende äußere Belastungen verändern ihre Form, d.h. verformen Als Eigenschaft von Werkstoffen aus Metall und Legierungen wird bezeichnet, nach Beendigung der Einwirkung äußerer Kräfte ihre ursprüngliche Form anzunehmen Elastizität, und die Verformung, die nach dem Entfernen der Last verschwindet, heißt elastisch. Wenn große Anstrengungen auf ein Metallteil ausgeübt werden und es nach Beendigung seiner Wirkung nicht seine ursprüngliche Form annimmt, sondern deformiert bleibt, wird eine solche Deformation genannt Plastik. Die Fähigkeit metallischer Werkstoffe und Teile, sich unter Einwirkung äußerer Belastungen zu verformen, ohne zu kollabieren, und die veränderte Form nach Beendigung der Krafteinwirkung beizubehalten Plastizität. Werkstoffe aus Metallen, die nicht plastisch verformbar sind, werden genannt zerbrechlich. Eine wichtige Eigenschaft von Materialien und Teilen aus Metall ist neben Elastizität und Plastizität Stärke. Metallteile oder Werkzeuge müssen je nach Betriebsbedingungen bestimmte mechanische Eigenschaften aufweisen – Festigkeit, Elastizität, Duktilität. Metallteile von Maschinen sind im Dauerbetrieb starken Belastungen ausgesetzt wieder variable Lasten (Dehnung - Kompression). Bei Spannungen unterhalb der Streckgrenze oder Streckgrenze können sie plötzlich versagen. Dieses Phänomen heißt Metallermüdung. Die Dauerfestigkeit (Ermüdung) ist die maximale Beanspruchung, der Materialien und Metallteile standhalten können, ohne zu brechen, bei einer ausreichend großen Anzahl von wiederholten wechselnden Belastungen (Zyklen). Für Stahlproben wird diese Kennlinie auf 10 Millionen Zyklen eingestellt, für Nichteisenmetalle auf 100 Millionen Zyklen. Wird die Grenze der Ausdauer durch einen griechischen Buchstaben angezeigt? -1 und in Pa gemessen. Während des Betriebs werden viele Maschinenteile auf hohe Temperaturen erhitzt, die 1000 °C und mehr erreichen. Für solche Teile ist ein wichtiges Merkmal Hitzebeständigkeit - die Fähigkeit von Materialien aus Metallen und Legierungen, die erforderliche Festigkeit bei hohen Temperaturen aufrechtzuerhalten. Bei Metallen und Legierungen, die lange unter Belastung bei hohen Temperaturen arbeiten, gibt es ein Phänomen kriechen, d.h. kontinuierliche plastische Verformung unter Einwirkung einer konstanten Belastung (Metall "kriecht"). 3. Verfahren zum Verstärken von Metallen und Legierungen Das Oberflächenhärten von Metallen und Legierungen ist in vielen Branchen weit verbreitet, insbesondere im modernen Maschinenbau. Es ermöglicht eine hohe Härte und Verschleißfestigkeit der Oberflächenschicht bei gleichzeitiger Aufrechterhaltung eines ausreichend viskosen Kerns, verbessert die Haltbarkeit und Ermüdungsfestigkeit. Einige Oberflächenhärtungsverfahren sind hochproduktiv. In einigen Fällen werden sie mit großer Effizienz anstelle herkömmlicher Wärmebehandlungsmethoden eingesetzt. Es gibt eine Vielzahl von Teilen, an deren Eigenschaften die Oberflächenschicht des Metalls anderen Anforderungen unterliegt als die Eigenschaften der inneren Schichten. Zum Beispiel unterliegen Zahnradzähne während des Betriebs einer starken Reibung, daher müssen sie eine hohe Härte, aber eine geringe Härte und eine gute Zähigkeit aufweisen, damit die Zähne nicht durch Stöße und Schläge zusammenbrechen. Daher müssen Zahnradzähne an der Oberfläche hart und im Kern zähflüssig sein. Die gebräuchlichste Art, die Oberflächenschicht von Metallen und Legierungen zu härten, ist Oberflächenhärtung, bei der nur ein Teil der Oberflächenschicht der Teile eine hohe Härte annimmt. Der Rest wird nicht gehärtet und behält die Struktur und die Eigenschaften, die vor dem Härten vorhanden waren. Am weitesten verbreitet ist derzeit das Oberflächenhärten mit Induktionserwärmung durch Hochfrequenzströme. Diese fortschrittliche Hochleistungs-Wärmebehandlungsmethode erhöht die mechanischen Eigenschaften von Stahl, einschließlich Streckgrenze, Ermüdung und Härte, beseitigt die Möglichkeit der Entkohlung, verringert das Risiko der Oxidation der Oberfläche von Produkten und ihrer Verformung. Details mit komplexer Form, Bandsägen, Schneidwerkzeuge (Fräser, Bohrer), Hebel, Achsen werden einer Impulsoberflächenhärtung unterzogen. Dazu wird der gehärtete Teil des Teils auf eine Temperatur erhitzt, die die Temperatur des herkömmlichen Erhitzens dieses Materials zum Härten übersteigt, und dann aufgrund der Wärmeabfuhr zum Rest der Teilmasse ohne Verwendung von Kühlung mit hoher Geschwindigkeit abgekühlt Medien. Als Ergebnis der Impulshärtung wird eine gehärtete „weiße“ Schicht erhalten, die bis zu einer Temperatur von 450 ° C anlassbeständig ist, ein feinkörniges Gefüge, eine hohe Härte und Verschleißfestigkeit aufweist. VORTRAG Nr. 7. Eisen-Kohlenstoff-Legierungen 1. Diagramm von Eisenzementit Das Eisen-Zementit-Diagramm deckt den Zustand von Eisen-Kohlenstoff-Legierungen ab, die bis zu 6,67 % Kohlenstoff enthalten.  Reis. 7. Diagramm des Zustands von Eisen-Kohlenstoff-Legierungen (durchgezogene Linien - Fe-Fe-System 3 C; gestrichelt - Fe-C-System) Kohlenstoffstähle - das sind Eisenlegierungen mit bis zu 2,14 % Kohlenstoff. Stähle mit bis zu 0,8 % Kohlenstoff werden als untereutektoid bezeichnet, 0,8 % Kohlenstoff - eu-tektoide, über 0,8 bis 2,14 % - übereutektoid. Weiße Gusseisen - Dies sind Eisenlegierungen mit einem Kohlenstoffgehalt von 2,14 bis 6,67 %. Bei einem Kohlenstoffgehalt von 2,14 bis 4,3 % wird weißes Gusseisen als untereutektisch bezeichnet, bei 4,3 bis 6,67 % als übereutektisch. Das Eisen-Zementit-Diagramm zeigt den Zustand dieser Legierung während der Primär- und Sekundärkristallisation. Diese Prozesse werden durch die ACB- und AECF-Kurven charakterisiert. DIA-Kurve - Linie Flüssigkeit - zeigt die Temperaturen an, bei denen die Erstarrung von Eisen-Kohlenstoff-Legierungen beginnt. AECF-Kurve – Linie Solidus - entspricht den Temperaturen, bei denen der Kristallisationsprozess endet. Die AE-Linie bezieht sich auf Stähle und die ACF-Linie bezieht sich auf weißes Gusseisen. Punkt A charakterisiert den Schmelzpunkt von reinem Eisen – +1539 °C, und Punkt B – den Schmelzpunkt von Zementit – +1600 °C. Punkt E entspricht der maximalen Kohlenstoffmenge, die bei hohen Temperaturen im Austenit gelöst werden kann. Punkt C gibt die Zusammensetzung des Eutektikums an; er entspricht einem Kohlenstoffgehalt von 4,3 % in der Legierung. Die Temperatur der eutektischen Bildung beträgt +1147 °C. Die ECF-Leitung wird aufgerufen eutektisch, denn an jedem Punkt kommt es zur Bildung von Eutektikum (Ledeburit). Auf der CF-Linie (übereutektisches Gusseisen) trennt sich der im Verhältnis zum Eutektikum überschüssige Bestandteil, also Zementit, von der flüssigen Legierung. Da Zementit bei der primären Kristallisation entsteht, wird er als primär bezeichnet. Eutektikum erscheint auf der CF-Linie - Ledeburit. Folglich bestehen übereutektische Gusseisen als Ergebnis der Primärkristallisation aus primärem Zementit und Ledeburit. Die ECF-Leitung (+1147 °C) wird aufgerufen eutektisch, da auf ihm eine mechanische Mischung aus Austenit und Zementit – Ledeburit – entsteht. Ledeburit hat eine eutektische Zusammensetzung, daher erfolgt seine Kristallisation bei einer konstanten Temperatur von +1147 °C. Durch die Primärkristallisation erhält der Stahl ein austenitisches Gefüge, das sich durch gute Duktilität und Zähigkeit auszeichnet. Daher eignet sich dieser Stahl gut für die Druckbehandlung bei hohen Temperaturen. Weißes Gusseisen enthält sprödes und hartes Ledeburit, das eine Verarbeitung durch Druck auch bei hohen Temperaturen verhindert. Die PSK-Linie im Diagramm charakterisiert die Temperatur. bei dem die Prozesse der Sekundärkristallisation abgeschlossen sind. Bei den im Diagramm dargestellten Stählen beträgt diese Temperatur +727 °C. Bei Temperaturen unter +727 °C werden bei Stählen keine nennenswerten Umwandlungen beobachtet; das bei +727 °C erhaltene Gefüge bleibt beim weiteren Abkühlen der Legierung (bis auf Raumtemperatur) erhalten. Die PSK-Linie wird aufgerufen eutektoid. Punkt S des Diagramms entspricht der Zusammensetzung des Eutektoids - Perlit. 2. Stähle: Klassifizierung, automatische Stähle Stähle dienen als Werkstoffbasis für den Maschinenbau, das Bauwesen und andere Industrien. Stähle sind der Hauptrohstoff für die Herstellung von Blech- und Profilprodukten. Nach Produktionsmethode Stähle werden unterteilt in Bessemer-, Konverter- (mit Sauerstoffspülung), Offenherd-, Elektrostahl-, Tiegel- und durch Direktreduktion aus angereichertem Erz (Pellets) gewonnenen Stahl; nach chemischer Zusammensetzung - für Kohlenstoff und legiert; nach vereinbarung - auf Bau-, Werkzeug-, Automatik- und Stahl mit besonderen Eigenschaften. Stähle enthalten immer verschiedene Verunreinigungen. Je weniger schädliche Verunreinigungen, desto höher die Qualität des Stahls. Je nach Qualität werden Stähle unterschieden normale Qualität, hohe Qualität, hohe Qualität und extra hohe Qualität. Kohlenstoffstähle von gewöhnlicher Qualität gehören zu den billigsten und am häufigsten verwendeten. Abhängig vom Verwendungszweck werden Kohlenstoffstähle normaler Qualität in drei Gruppen eingeteilt: A – bestimmt durch die mechanischen Eigenschaften, B – bestimmt durch die chemische Zusammensetzung und C – bestimmt durch die mechanischen Eigenschaften und die chemische Zusammensetzung. Abhängig von den standardisierten Indikatoren (Festigkeitseigenschaften, chemische Zusammensetzung) wird der Stahl jeder Gruppe in Kategorien eingeteilt: Gruppe A – 1, 2 und 3; Gruppe B - 1, 2; Gruppe B – 1, 2, 3, 4, 5, 6. Zur Gruppe A gehören Stähle der folgenden Güten: St 0, St 1 kp, St 1 ps usw. bis ST vsp. Die Buchstaben „St“ bedeuten „Stahl“, die Zahlen von 0 bis 6 sind die bedingte Nummer der Marke und charakterisieren die mechanischen Eigenschaften des Stahls. Mit zunehmender Sortenzahl steigt die Zugfestigkeit σВ und Streckgrenze σТ und die relative Dehnung nimmt ab. Um den Desoxidationsgrad anzuzeigen, werden nach der Markennummer Indizes platziert: kp – kochend, ps – halbkalt, sp – ruhig (z. B. St 3 kp, St 3 ps, St 3 sp). Gruppe B umfasst Stähle der folgenden Güten: Bst 0, Bst 1 kp usw. bis Bst 6 kp. Stahl der Gruppe B hat zwei Kategorien. Die erste Kategorie umfasst Stahl aller Güten, die die folgenden chemischen Elemente enthalten: Kohlenstoff, Mangan, Silizium, Phosphor, Schwefel, Arsen, Stickstoff. Die zweite Kategorie umfasst Stahlsorten von BST 1 bis BST 6, zu denen Chrom, Nickel und Kupfer gehören. Gruppe B umfasst die Stahlsorten VST 1, VST 2, VST 3, VST 4 und VST 5. Die der Sorte hinzugefügten Indizes ps, sp und kp geben den Desoxidationsgrad des Stahls an, zum Beispiel: VST 3 sp, VST 3 gps usw Der Buchstabe „g“ hinter der Zahl weist auf einen erhöhten Mangangehalt hin. Für automatisierte spanende Werkzeugmaschinen stellt die metallurgische Industrie spezielle Automatenstähle her, die in der Lage sind, spröde, leicht fallende und leicht abtragbare Späne zu bilden. Es ist ein Stahl mit erhöhter und hoher Zerspanbarkeit. Die hohe Bearbeitbarkeit solcher Stähle wird durch die Erhöhung des Schwefel- und Phosphorgehalts (bis 0,35 %) sowie die Einführung von Blei (bis 0,35 %) erreicht. Automatenstähle werden in der Groß- und Massenproduktion eingesetzt. Unkritische Teile für Autos und Traktoren (Befestigungen, Achsen, Buchsen usw.) werden daraus hergestellt. 3. Gusseisen: weiß, grau, hochfest, formbar Gusseisen - das Primärprodukt der Verarbeitung von Eisenerzen durch Verhüttung in Hochöfen. Im Gefüge von Gusseisen können sich unterschiedliche Bestandteile befinden, je nachdem, welcher Anteil des Kohlenstoffs in strukturfreiem Zustand vorliegt. Dies bestimmt auch den Namen des Gusseisens: weiß, grau, hochfest, schmiedbar. Gusseisen ist der häufigste Eisen-Kohlenstoff-Gusswerkstoff und enthält über 2 % Kohlenstoff, bis zu 4,5 % Silizium, bis zu 1,5 % Mangan, bis zu 1,8 % Phosphor und bis zu 0,08 % Schwefel. Gusseisen hat gute Gusseigenschaften und wird daher in Gießereien häufig als Konstruktionswerkstoff verwendet. Gleitlager bestehen aus Gusseisen, das einen niedrigen Reibungskoeffizienten aufweist. Weißes Gusseisen ist eine Legierung von Eisen mit Kohlenstoff in Form von Eisencarbid Fe 3 C, d.h. Kohlenstoff liegt in gebundenem Zustand in Form einer chemischen Verbindung vor – Zementit. Der Kohlenstoffgehalt von weißem Gusseisen liegt zwischen 2,14 und 6,67 %, und die Primärstruktur von weißem Gusseisen kann Ledeburit, Austenit und primären Zementit enthalten. Darüber hinaus umfasst die Mikrostruktur weißer untereutektischer Gusseisen Perlit, Sekundärzementit und Ledeburit – bei Raumtemperatur. Bei einem Kohlenstoffgehalt von 2,14 bis 4,3 % wird weißes Gusseisen als untereutektisch bezeichnet, bei 4,3 % als eutektisch und bei 4,3 bis 6,67 % als übereutektisch. Grauguss im Maschinenbau weit verbreitet. Diesen Namen erhielt es aufgrund der grauen Farbe des Bruchs, die auf das Vorhandensein von freiem Kohlenstoff in Form von Graphit in der Gusseisenstruktur zurückzuführen ist. Die metallurgische Industrie produziert elf Sorten Grauguss: SCh 10 – daraus werden Teile hergestellt, für die keine Festigkeitseigenschaften erforderlich sind – Absperrventile (Ventile, Klappen, Absperrschieber), Bratpfannen, Deckel usw.; SCh 15, SCh 18 – daraus werden Hebel, Riemenscheiben, Flansche, Kettenräder und Gehäuseteile mit geringer Belastung hergestellt. Hochfestes Gusseisen wird durch Einbringen von bis zu 0,9 % Magnesium und bis zu 0,05 % Cer in flüssiges Grauguss vor dem Gießen in Formen gewonnen. Sphäroguss hat einen höheren Kohlenstoff- und Siliziumgehalt und einen niedrigeren Mangangehalt. Dieses Gusseisen vereint die wertvollen Eigenschaften von Stahl und Gusseisen. Die Bezeichnung ihrer Marken umfasst zwei Zahlen – die erste gibt die Zugfestigkeit an, die zweite die relative Dehnung. Insgesamt werden zehn Sorten hochfesten Gusseisens hergestellt. Zum Beispiel: HF 38-17, HF 42-12, HF 45-5, HF 50-7, HF 100-2, HF 120-2. Sphäroguss wird zur Herstellung vieler Teile verwendet, darunter Formteile, Maschinenkörper und -betten, Hülsen, Zylinder, Zahnräder usw. Freigabe von 11 Sphärogusssorten, die nach dem gleichen Prinzip als hochfest gekennzeichnet sind. Duktile Gusseisen können eine ferritische, perlitische und ferrityl-perlitische Metallbasis haben. Für die Herstellung von Teilen, die hohen dynamischen und statischen Belastungen ausgesetzt sind – Kurbelgehäuse, Getriebe, Naben usw. – werden Gusseisen der ferritischen Klasse KCh 35-10 und KCh 37-12 sowie die Gusseisensorten KCh 30-6 und KCh 33-8 verwendet - zur Herstellung weniger kritischer Teile – Klemmen, Muttern, Ventile, Beläge usw. VORTRAG Nr. 8. Methoden der Metallverarbeitung 1. Einfluss von Legierungsbestandteilen auf Umwandlungen, Gefüge, Eigenschaften von Stählen In Stahl eingebrachte Legierungsbestandteile oder -elemente werden je nach Wechselwirkung mit Kohlenstoff in Eisen-Kohlenstoff-Legierungen in karbidbildende und nicht karbidbildende eingeteilt. Erstere umfassen alle Elemente, die sich im Periodensystem der Elemente links von Eisen befinden - Mangan, Chrom, Molybdän usw. Rechts von Eisen befinden sich Elemente, die keine Karbide bilden - Kobalt, Nickel usw. Die ersten Legierungselemente sind wie die zweiten in α- oder ν-Eisen gelöst, allerdings ist der Gehalt an karbidbildenden Elementen in diesen Eisenphasen geringer als der in den Stahl eingebrachte, da ein gewisser Anteil davon mit verbunden ist Kohlenstoff. In diesem Fall führt die Auflösung von Legierungselementen in der α- und ν-Phase zu einer Änderung der Periode des Kristallgitters. Elemente mit einem großen Atomradius erhöhen ihn (W, Mo usw.), Elemente mit einem kleineren (Si) verringern ihn. Wenn die Atomgrößen nahe beieinander liegen (Mn, Ni, Cr), ändern sich die Perioden des Kristallgitters leicht. Studien zeigen, dass die Festigkeit von Ferrit proportional zu seiner Gitterperiode variiert. Carbide in legierten Stählen sind feste Lösungen auf Basis der einen oder anderen Verbindung: Fe 3 C, Fe 3 Mo 3 C, Fe 3 W 3 C usw. In legierten Stählen werden zwei Gruppen von Karbiden unterschieden: Gruppe I - M 3 CM 23 C 6, M 7 C 3 und M 6 C und Gruppe II - MC, M 2 C (M - Legierungskomponente - Element). Karbide der Gruppe I haben ein komplexes Kristallgitter und sind bei geeigneter Erwärmung ziemlich gut in Austenit löslich. Karbide der Gruppe II haben ein einfaches Kristallgitter, lösen sich aber nur teilweise in Austenit und bei sehr hohen Temperaturen auf. Nicht karbidbildende Elemente (legiert) sind in legierten Stählen in Form einer festen Lösung in Ferrit enthalten. Karbidbildende Legierungselemente können in verschiedenen Gefügezuständen vorliegen: Sie können in Ferrit oder Zementit (FeCr) gelöst sein 3 C oder liegen in Form unabhängiger Strukturkomponenten vor – spezielle Karbide: WC, MoC usw. Die Lage karbidbildender Elemente im Stahlgefüge hängt von der Menge der eingebrachten Legierungselemente und dem Kohlenstoffgehalt ab. Im Ferrit gelöste Legierungselemente verzerren dessen Kristallgitter; reduzieren die Wärmeleitfähigkeit und elektrische Leitfähigkeit von Stahl. Karbide der Legierungselemente zeichnen sich durch eine sehr hohe Härte (70-75 HRC) und Verschleißfestigkeit aus, weisen jedoch eine erhebliche Sprödigkeit auf. Sie spielen eine sehr wichtige Rolle bei der Herstellung von Werkzeugstählen. Wie Untersuchungen gezeigt haben, muss einem bestimmten Stahlquerschnitt eine bestimmte Menge an Legierungselementen entsprechen, sonst verschlechtern sich seine technologischen Eigenschaften wie Schneidfähigkeit, Schweißbarkeit etc. Sprödtemperatur ist die Übergangstemperatur eines Metalls vom duktilen zum spröden Bruch, und und umgekehrt). 2. Theorie der Wärmebehandlung Der Zweck der Wärmebehandlung besteht darin, durch Erhitzen und Abkühlen eine irreversible Änderung der Eigenschaften aufgrund einer irreversiblen Strukturänderung herbeizuführen. Jede Art von Wärmebehandlung wird üblicherweise in Temperatur-Zeit-Koordinaten dargestellt. Tatsächlich sorgt die Wärmebehandlung für keine anderen Auswirkungen außer der Temperatur. Bei der Wärmebehandlung von Stahl treten folgende Hauptumwandlungen auf: 1) die Umwandlung von Perlit in Austenit, die auftritt, wenn sie über den Ac-Punkt erhitzt wird1 : Fea + Fe3 C → Fev (C) oder P – A;  Reis. 8. Wärmebehandlungsplan: τн - Heizzeit, τв - Belichtungszeit, τ0 - Kühlzeit; t max - Maximale Temperatur; tOsten ist die wahre Abkühlgeschwindigkeit bei einer gegebenen Temperatur, v = t max - durchschnittliche Kühlrate 2) die Umwandlung von Austenit in Perlit, die beim langsamen Abkühlen abläuft? - Bereiche: Fev(C) → Fea(C) + Fe 3 C oder A → P; 3) die Umwandlung von Austenit in Martensit, die beim schnellen Abkühlen auftritt? - Bereiche: Fev (C) → Fea (C) oder A → M; 4) Martensitumwandlung beim Erhitzen (Anlassen): Fea (C) → Fea + Fe3 C oder M → P. Die Beschreibung der bei der Wärmebehandlung im Stahl auftretenden Gefügeumwandlungen ist zugleich eine Theorie der Wärmebehandlung. Die Umwandlung von Perlit in Austenit ist ein notwendiger Schritt bei vielen Wärmebehandlungen. 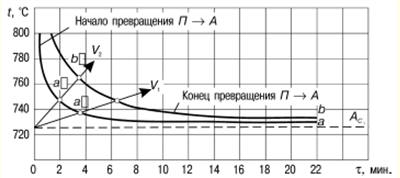 Reis. 9. Diagramm der isothermen Umwandlung von Perlit (P) in Austenit Stahl mit einem Kohlenstoffgehalt (A) von 0,8 %. Die Umwandlung von Perlit in Austenit erfolgt beim Erhitzen über den Ac-Wert 1, und mit zunehmender Temperatur beschleunigt sie sich kontinuierlich. Bei kontinuierlicher Erwärmung mit unterschiedlichen Geschwindigkeiten werden die Strahlen v1 und v2 Transformationen beginnen am Punkt a' (a') und enden am Punkt b' (b'), der umso höher ist, je größer die Heizrate ist. In dieser Hinsicht muss die Erwärmungstemperatur des Stahls umso höher sein, je schneller das Erhitzen erfolgt, um die vollständige Umwandlung von Perlit in Austenit zu bewirken, einschließlich einer vollständigen Auflösung von Carbiden und einer Homogenisierung von Austenit. Im Intervall zwischen den Punkten a'b' (a "b") verläuft die Umwandlung unterschiedlich schnell, aber etwa in der Mitte des Intervalls verläuft die Umwandlung unter starker Wärmeaufnahme so schnell, dass sich auf der Erwärmung eine Plattform bildet Üblicherweise ist dies die experimentell ermittelte Umwandlungstemperatur Ac1. Bei der anfänglichen Perlitstruktur kommt die Bildung von Austenit von vielen Zentren, und unmittelbar nach Abschluss der Umwandlung von Perlit in Austenit wird feinkörniger Austenit gebildet. Weiteres Erhitzen führt zum Wachstum von Austenitkörnern, das nach einem der folgenden Mechanismen erfolgt: durch Verschmelzen kleiner Körner zu großen, durch Wanderung von Korngrenzen. Der Koaleszenzprozess findet bei einer niedrigeren Temperatur (von +900 bis +1000 °C) als die Migration (> +1100 °C) statt, führt jedoch zur Bildung separater größerer Körner, d. h. zu Ungleichmäßigkeiten. Während der Wärmebehandlung können die mechanischen Eigenschaften von Stahl in einem sehr weiten Bereich variieren. So steigt beispielsweise die Härte von Stahl mit 0,8 % Kohlenstoff nach einer solchen Behandlung auf 160–600 MV an. 3. Diagramm der isothermen Umwandlung von Austenit Auf Abb. 10 zeigt ein Diagramm der isothermen Umwandlung von Austenit in Stahl, der 0,8 % Kohlenstoff enthält. Die Temperatur ist entlang der y-Achse aufgetragen. Die Abszisse ist die Zeit.  Reis. 10. Diagramm der isothermen Umwandlung von Austenit in Stahl mit 0,8 % Kohlenstoff Um die isotherme Umwandlung von Austenit zu untersuchen, werden kleine Stahlproben auf Temperaturen erhitzt, die der Existenz von stabilem Austenit entsprechen, d. h. über den kritischen Punkt, und dann schnell abgekühlt, zum Beispiel auf +700, +600, +500, +400, +300°C usw. d., und gehalten bei Diese Temperaturen werden solange gehalten, bis sich der Austenit vollständig zersetzt. Die isotherme Umwandlung von Austenit in eutektoiden Stahl erfolgt im Temperaturbereich von +727 bis +250 °C (Temperatur des Beginns der martensitischen Umwandlung – Mn). Das Diagramm zeigt zwei C-förmige Kurven. Kurve I gibt den Zeitpunkt des Beginns der Umwandlung an, Kurve II gibt den Zeitpunkt des Endes der Umwandlung von unterkühltem Austenit an. Der Zeitraum vor dem Einsetzen der Austenitzersetzung wird als Inkubation bezeichnet. Bei +700 °C beginnt die Umwandlung von Austenit am Punkt a und endet am Punkt b, dabei entsteht Perlit. Bei einer Temperatur von +650 °C kommt es zwischen den Punkten a zur Austenitzersetzung1 und B1 . Dabei entsteht Sorbitol – eine dünne (disperse) mechanische Mischung aus Ferrit und Zementit. Stahl, bei dem die Sorbit-Struktur dominiert, hat eine Härte von 30-40 HRC. Dieser Stahl weist eine hohe Festigkeit und Duktilität auf. Die Stabilität von Austenit hängt maßgeblich vom Grad der Unterkühlung ab. Austenit weist bei Temperaturen nahe +550 °C die geringste Stabilität auf. Für eutektoiden Stahl beträgt die Stabilitätszeit von Austenit bei Temperaturen von + 550 bis + 560 °C etwa 1 s. Wenn man sich von der Temperatur von +550 °C entfernt, nimmt die Stabilität des Austenits zu. Die Stabilitätszeit beträgt bei +700 °C 10 s und bei +300 °C etwa 1 min. Wenn Stahl auf +550 °C abgekühlt wird (Start- und Endpunkt der Zersetzung - a2 und B2 bzw. - im Diagramm) Austenit wird zu Troostit - einer Mischung aus Ferrit und Zementit, die sich von Perlit und Sorbit durch den hohen Dispersionsgrad der Komponenten unterscheidet und eine erhöhte Härte (40-50 HRC), Festigkeit, mäßige Viskosität und Duktilität aufweist . Unterhalb einer Temperatur von +550 °C entsteht durch die Zwischenumwandlung des Austenits (im Temperaturbereich unterhalb der Perlit-, aber oberhalb der martensitischen Umwandlung) ein Bainitgefüge, bestehend aus einer Mischung von kohlenstoffgesättigtem Ferrit und Karbide (Zementit). Bei langsamer Abkühlung wandelt sich Austenit in Perlit um, und bei hohen Abkühlgeschwindigkeiten wandelt sich unterkühlter Austenit vollständig in Sorbit um. Bei noch höheren Abkühlraten entsteht eine neue Struktur – Troostit. Bei den höchsten Abkühlgeschwindigkeiten entsteht ausschließlich Martensit, also eine übersättigte feste Lösung von Kohlenstoff in? - Drüse. Die Abkühlgeschwindigkeit, bei der sich aus Austenit ausschließlich Martensit bildet, wird als kritische Abschreckgeschwindigkeit bezeichnet. Austenit, der bei Raumtemperatur zusammen mit Martensit im Stahlgefüge verbleibt, wird als Restaustenit bezeichnet. Gehärtete hochlegierte Stähle enthalten Restaustenit in großen Mengen, während kohlenstoffarme Stähle nahezu keinen Restaustenit enthalten. 4. Arten und Varianten der Wärmebehandlung: Glühen, Härten, Anlassen, Normalisieren Die Wärmebehandlung von Metallen und Legierungen sowie daraus hergestellten Produkten dient dazu, durch eine irreversible Gefügeänderung eine irreversible Eigenschaftsänderung zu bewirken. Wärmebehandlung wird in folgende Typen unterteilt: richtige thermische, chemisch-thermische и Verformung-thermisch. Die Wärmebehandlung selbst bringt außer der Temperatur keinen weiteren Effekt mit sich. Wenn sich beim Erhitzen die Zusammensetzung des Metalls (der Legierung) – seiner Oberflächenschichten – durch Wechselwirkung mit der Umgebung ändert, spricht man von einer solchen Wärmebehandlung chemisch-thermisch (CTO), und wenn neben der Temperatureinwirkung auch eine Verformung entsteht, die entsprechend zur Gefügeänderung beiträgt, dann spricht man von einer solchen Wärmebehandlung Verformung-thermisch. Die Verformungswärmebehandlung wiederum wird in thermomechanische (TMT), mechano-thermische (MTO) usw. unterteilt. Je nach Art der Phasenumwandlungen und des Verformungsverfahrens werden verschiedene Arten der Verformungswärmebehandlung eingeteilt. Eigentlich wird die Wärmebehandlung unterteilt in: Glühen erster und zweiter Art, Härten mit polymorpher Umwandlung und Härten ohne polymorphe Umwandlung, Anlassen und Normalisieren. Glühen Im Allgemeinen handelt es sich dabei um einen Wärmebehandlungsprozess, bei dem das Metall zunächst auf eine bestimmte Temperatur erhitzt, für eine bestimmte Zeit auf dieser Temperatur gehalten und dann langsam abgekühlt wird, meist zusammen mit einem Ofen. Beim Glühen der ersten Art wird ein Metall erhitzt, das sich aufgrund einer vorherigen Bearbeitung (außer Härten) in einem instabilen Zustand befindet, wodurch das Metall in einen stabileren Zustand gebracht wird. Hauptuntertypen: Homogenisierungsglühen, Rekristallisationsglühen, Glühen zum Abbau innerer Spannungen. Beim Glühen der zweiten Art wird die Legierung über die Umwandlungstemperatur erhitzt und anschließend langsam abgekühlt, um einen stabilen Strukturzustand der Legierung zu erreichen. Härten mit einer polymorphen Umwandlung – Erhitzen über die Temperatur der polymorphen Umwandlung, gefolgt von einer ausreichend schnellen Abkühlung, um einen strukturell instabilen Zustand zu erreichen. Härten ohne polymorphe Umwandlung – Erhitzen auf Temperaturen, die strukturelle Veränderungen bewirken (meistens zum Auflösen der überschüssigen Phase), gefolgt von schnellem Abkühlen, um einen strukturell instabilen Zustand zu erhalten – eine übersättigte feste Lösung. Urlaub Wärmebehandlungsprozess genannt, bei dem gehärteter Stahl unter den kritischen Punkt Ac erhitzt wird1, für eine bestimmte Zeit gereift und dann abgekühlt. Normalisierung - eine der Arten der Wärmebehandlung Während der Normalisierung wird der Stahl auf Temperaturen erhitzt, die 30-50 ° C höher als die obere kritische Temperatur sind, dann für die erforderliche Zeit gehalten und dann in ruhender Luft abgekühlt, um eine dünnlamellare Perlitstruktur zu erhalten . Die Normalisierung unterscheidet sich vom Glühen durch eine schnellere Abkühlung. 5. Oberflächenhärtung oberflächlich ein solches Härten wird genannt, bei dem nur ein Teil der Oberflächenschicht aus Stahl oder Legierung eine hohe Härte annimmt. Es unterscheidet sich von anderen Härteverfahren durch Erhitzen. Bei dieser Behandlung wird nur die Randschicht des Produktes auf Härtetemperatur erhitzt. Außerdem wird beim schnellen Abkühlen nur diese Schicht abgeschreckt. Der Rest wird nicht gehärtet und behält die Struktur und die Eigenschaften, die vor dem Härten vorhanden waren. Am weitesten verbreitet ist derzeit das Oberflächenhärten mit Induktionserwärmung durch Hochfrequenzströme. Diese Art der Wärmebehandlung schafft die Voraussetzungen für eine umfassende Mechanisierung und Automatisierung des Härteprozesses. Die Induktionserwärmung von Metall wird durch die Induktion von Wirbelströmen erreicht, die sich in der Oberflächenschicht des Produkts konzentrieren und es bis zu einer bestimmten Tiefe erhitzen. Die Erwärmungsdauer durch hochfrequente Ströme ist sehr kurz – sie wird in Sekunden berechnet. Beim Härten kleiner Produkte wird deren gesamte Oberfläche erhitzt und abgekühlt. Die Aushärtung von Produkten mit beträchtlicher Länge erfolgt durch kontinuierliches sequentielles Erhitzen. Zur Kühlung wird Wasser verwendet. Zur Oberflächenhärtung großer Produkte in der Einzel- und Kleinserienfertigung sowie bei Reparaturarbeiten wird das Erhitzen mit einer Flamme verwendet, meistens mit Acetylensauerstoff, dessen Temperatur +3150 ° C beträgt. Bei dieser Härtungsmethode beträgt die Dicke der gehärteten Schicht 2-5 mm, ihre Härte ist die gleiche wie beim herkömmlichen Härten. In der Großserien- und Massenproduktion mit einem etablierten technologischen Prozess, wenn dieselben Produkte über einen längeren Zeitraum aus Stahl bestimmter Qualitäten hergestellt werden, beispielsweise die Antriebsräder von Raupenschleppern, wird die Oberflächenhärtung in einem Elektrolyten verwendet – einem 14- 16 %ige wässrige Lösung von Soda. Das zu härtende Produkt wird an den Minuspol eines Gleichstromgenerators angeschlossen und in ein Elektrolytbad abgesenkt. Das bis zu einer vorbestimmten Tiefe eingetauchte Produkt erwärmt sich in wenigen Sekunden, wonach der Strom abgeschaltet wird. Derselbe Elektrolyt ist in der Regel auch das Kühlmedium. Beim Erhitzen treten im Elektrolyten elektrolytische und elektrische Erosionsprozesse auf, die die erhitzte Oberfläche der Produkte von Oxidschichten reinigen, die die Wärmeübertragung beeinträchtigen. Die Aufheizgeschwindigkeit im Elektrolyten beträgt bis zu + 150 °C/s. Es gibt auch ein Verfahren zum Impulsoberflächenhärten. Dabei kommen gepulst arbeitende Hochfrequenzgeneratoren, Kondensatoren, Geräte zum Punktschweißen oder Laseranlagen zum Einsatz. Eine solche Härtung ermöglicht es, Verformungen und Risse zu beseitigen, die Korrosionsbeständigkeit von Teilen zu erhöhen und in einigen Fällen legierten Stahl durch Kohlenstoffstahl zu ersetzen. Zusätzlich zu den obigen Methoden der Oberflächenhärtung wird die Oberflächenhärtung in einem fluidisierten Medium verwendet. Wirbelmedium ("Wirbelbett") sind feste Partikel aus Quarzsand oder anderen Schüttgütern, die intensiv mit Luft- oder Gasströmen vermischt werden. Das gleiche Medium wird zur Kühlung verwendet. 6. Chemisch-thermische Behandlung: Aufkohlen, Nitrocarburieren Um die chemische Zusammensetzung, Struktur und Eigenschaften der Oberflächenschicht von Teilen zu verändern, werden sie in einem chemisch aktiven Medium wärmebehandelt, was als chemisch-thermische Behandlung bezeichnet wird. Dabei laufen folgende Prozesse ab: der Zerfall von Molekülen und die Bildung von Atomen eines diffundierenden Elements (Dissoziation), die Aufnahme von Atomen durch die Oberfläche (Adsorption) und das Eindringen von Atomen tief in das Metall (Diffusion). Zementierung - Diffusionssättigung Oberflächenschicht des Teils mit Kohlenstoff. Nach der Aufkohlung wird eine Wärmebehandlung durchgeführt – Härten und niedriges Anlassen. Solche Teile müssen eine harte, gehärtete Oberfläche mit hoher Abriebfestigkeit und einen viskosen Kern haben, der dynamischen Belastungen standhält. Der Härtung unterliegen Teile aus Stahl mit bis zu 0,3 % Kohlenstoff. Die Sättigung der Oberfläche der Teile mit Kohlenstoff im Bereich von 0,8 bis 1 % Aufkohlung erfolgt in festen, flüssigen und gasförmigen Medien. Als Aufkohler dient insbesondere eine Mischung aus Holzkohle (60-90 %) und Bariumcarbonatsalzen (BaCO).3) und Natrium (NaCO3). Beim Erhitzen verbindet sich der Kohlenstoff in der Holzkohle mit dem Luftsauerstoff zu Kohlenmonoxid (CO), das sich zu atomarem Kohlenstoff zersetzt, der in das Teil diffundiert: 2COCO2 + Catomar. Mit zunehmender Temperatur und Haltezeit nimmt die Dicke der Zementschicht zu, ihre Tiefe erreicht 0,5 bis 2 mm pro 0,1 mm Schichtdicke, das Halten dauert etwa 1 Stunde.In der Massen- und Großproduktion Gas das Aufkohlen in speziellen hermetisch abgeschlossenen Öfen führt zu guten Ergebnissen. Im Vergleich zum Aufkohlen in einem Feststoffaufkohler ermöglicht das Gasaufkohlen eine Beschleunigung des Prozesses, eine Erhöhung des Gerätedurchsatzes und der Arbeitsproduktivität. Nach dem Aufkohlen werden die Teile einer Wärmebehandlung unterzogen, um eine hohe Oberflächenhärte sicherzustellen, die Überhitzungsstruktur zu korrigieren und das Karbidnetzwerk in der aufgekohlten Schicht zu beseitigen. Das Härten erfolgt bei einer Temperatur von +780-850 °C, gefolgt von einem Anlassen bei +150-200 °C. Nitrocarburieren ist ein chemisch-thermischer Behandlungsprozess, bei dem die Oberflächenschichten von Stahlprodukten in einer gasförmigen Umgebung gleichzeitig mit Kohlenstoff und Stickstoff gesättigt werden. Nach dem Nitrocarburieren werden die Teile gehärtet und anschließend einem niedrigen Anlassen bei einer Temperatur von +160 bis +180 °C unterzogen. Die Härte der oberflächengehärteten und nitrozementierten Schicht beträgt 60-62 HRC. Die Nitrocarburierung kombiniert die Prozesse der Gasaufkohlung und des Stickstoffs umherziehen. Das Gasgemisch besteht aus Endogas, bis zu 13 % Erdgas und bis zu 8 % Ammoniak. Ein flüssiger Aufkohler, Triethanolamin, wird tropfenförmig in den Arbeitsraum des Schachtofens eingebracht. Bei legierten Stählen wird der Nitrocarburierungsprozess in einer Atmosphäre mit einem minimalen Ammoniakgehalt von bis zu 3 % durchgeführt. 7. Chemisch-thermische Behandlung: Nitrieren, Ionennitrieren Chemisch-thermische Behandlung - Nitrieren dient zur Erhöhung der Oberflächenhärte verschiedener Teile – Zahnräder, Hülsen, Wellen usw. aus den Stählen 38ХМУА, 38ХВФУА, 18Х2Н4ВА, 40ХНВА usw. Nitrieren - die letzte Operation im technologischen Prozess der Herstellung von Teilen. Vor dem Nitrieren erfolgt eine vollständige thermische und mechanische Behandlung sowie ein gleichmäßiges Schleifen, nach dem Nitrieren ist nur noch ein Schlichten mit einem Metallabtrag bis 0,02 mm pro Seite erlaubt. Nitrieren nennt man chemisch-thermische Behandlung, bei der es zu einer Diffusionssättigung der Oberflächenschicht mit Stickstoff kommt. Durch das Nitrieren werden folgende Eigenschaften erreicht: hohe Härte der Randschicht (bis zu 72 HRC), hohe Dauerfestigkeit, Hitzebeständigkeit, minimale Verformung, höhere Verschleiß- und Korrosionsbeständigkeit. Das Nitrieren erfolgt bei Temperaturen von +500 bis +520 °C für 8–9 Stunden. Die Tiefe der Nitrierschicht beträgt 0,1–0,8 mm. Am Ende des Nitrierprozesses werden die Teile zusammen mit dem Ofen im Ammoniakstrom und anschließend an der Luft auf +200–300 °C abgekühlt. Die Oberflächenschicht kann nicht geätzt werden. Tiefer als dies liegt eine Sorbit-ähnliche Struktur. Das Verfahren der Flüssignitrierung in geschmolzenen Cyanidsalzen ist in der Industrie weit verbreitet. Die Dicke der Nitrierschicht beträgt 0,15–0,5 mm. Die nitrierte Schicht neigt nicht zum Sprödbruch. Die Härte der nitrierten Schicht von Kohlenstoffstählen beträgt bis zu 350 HV, legiert bis zu 1100 HV. Die Nachteile des Verfahrens sind die Toxizität und die hohen Kosten der Cyanidsalze. Eine Reihe von Branchen nutzen die Ionennitrierung, die gegenüber der Gas- und Flüssigkeitsnitrierung eine Reihe von Vorteilen bietet. Das ionische Nitrieren wird in einem verschlossenen Behälter durchgeführt, in dem eine verdünnte stickstoffhaltige Atmosphäre erzeugt wird. Hierzu werden reiner Stickstoff, Ammoniak oder eine Mischung aus Stickstoff und Wasserstoff verwendet. Die im Behälter befindlichen Teile sind mit dem Minuspol einer Quelle konstanter elektromotorischer Kraft verbunden und wirken als Kathode. Als Anode dient der Behälterkörper. Zwischen Anode und Kathode wird eine Hochspannung (500-1000 V) angelegt – es kommt zur Gasionisation. Die dabei entstehenden positiv geladenen Stickstoffionen strömen zum Minuspol – der Kathode. In der Nähe der Kathode entsteht eine hohe elektrische Feldstärke. Die hohe kinetische Energie der Stickstoffionen wird in Wärmeenergie umgewandelt. Das Teil erwärmt sich in kurzer Zeit (15-30 Minuten) auf +470 bis +580 °C, es kommt zur Stickstoffdiffusion tief in das Metall, d. h. zur Nitrierung. Im Vergleich zum Nitrieren in Öfen ermöglicht das Ionennitrieren eine Verkürzung der Gesamtdauer des Prozesses um das 2-3-fache, um die Verformung der Teile durch gleichmäßige Erwärmung zu verringern. Die Ionennitrierung korrosionsbeständiger Stähle und Legierungen wird ohne zusätzliche Depassivierungsbehandlung erreicht. Die Dicke der nitrierten Schicht beträgt 1 mm oder mehr, die Oberflächenhärte beträgt 500–1500 HV. Teile von Pumpen, Injektoren, Maschinengewindetrieben, Wellen und vielem mehr werden dem Ionennitrieren unterzogen. VORTRAG Nr. 9. Klassifizierung von Stählen und ihre Verwendung 1. Kohlenstoff- und legierte Baustähle: Zweck, Wärmebehandlung, Eigenschaften Zur Herstellung von Walzprodukten, Schmiedestücken, kalibriertem Stahl, Silberstahl, Langstahl, Stanzteilen und Barren werden hochwertige Kohlenstoffbaustähle verwendet. Diese Stähle sind der Hauptwerkstoff für die Herstellung von Maschinenteilen wie Wellen, Spindeln, Schrauben, Muttern, Anschlägen, Stangen, Hydraulikzylindern, Kettenrädern, also Teilen unterschiedlicher Beanspruchung. Um die notwendigen Parameter Viskosität, Elastizität und Härte bereitzustellen, werden verschiedene spezielle Arten der Wärmebehandlung von Kohlenstoffstählen durchgeführt. Letztendlich führt die Wärmebehandlung dieser Stähle und Teile zu einer Erhöhung ihrer Verschleißfestigkeit und Zuverlässigkeit. Hochwertige Kohlenstoffbaustähle haben aufgrund des geringeren Gehalts an Phosphor, Schwefel und anderen nichtmetallischen Einschlüssen bessere mechanische Eigenschaften als Stähle normaler Qualität. Je nach Verarbeitungsart werden Kohlenstoffbaustähle in warmgewalzte, geschmiedete, kalibrierte und Silberstähle (mit spezieller Oberflächenveredelung) unterteilt. Abhängig vom Zustand des Materials werden diese Stähle ohne Wärmebehandlung hergestellt, wärmebehandelt (T) und kaltverformt (H). Entsprechend ihrem Verwendungszweck werden warmgewalzte und geschmiedete Kohlenstoffbaustähle in Untergruppen eingeteilt: „a“ – für die Heißdruckbehandlung; „b“ – zur mechanischen Bearbeitung durch Schneiden auf Maschinen; „c“ – für Kaltziehen. legiert werden Stähle genannt, die neben den üblichen Verunreinigungen (Mangan, Silizium, Schwefel und Phosphor) eine Reihe von Elementen enthalten, die während des Schmelzens speziell in den Stahl eingebracht werden, um die gewünschten Eigenschaften zu erhalten. Diese Elemente werden aufgerufen legieren. Die am häufigsten verwendeten Legierungselemente sind Nickel, Chrom, Wolfram, Molybdän, Titan, Vanadium und Aluminium. Baulegierte Stähle werden in warmgewalzte, geschmiedete, kalibrierte und Silberstähle unterteilt, die im wärmebehandelten Zustand verwendet werden. Warmgewalzte und geschmiedete Stähle werden sowohl in wärmebehandeltem Zustand (geglüht, hochvergütet, normalgeglüht oder normalisiert mit Hochvergütung) als auch ohne Wärmebehandlung, kalibriert und Silberstahl – kaltverformt oder wärmebehandelt (geglüht, angelassen) geliefert , normalisiert, gehärtet durch Anlassen). Die Norm (GOST) sieht die Herstellung und Produktion von 13 Gruppen von Baustahllegierungen vor, die jeweils nach dem darin vorherrschenden Legierungselement benannt sind. Zum Beispiel Chromlegierungsstähle – 15X, 15Xa, 20X, 30X, 30XRA, 35X, 38XA, 40X, 45X, 50X; Diese Stähle werden zur Herstellung von Teilen verwendet, die neben einer hohen Verschleißfestigkeit eine minimale Verformung während der Wärmebehandlung erfordern, verbesserte und gehärtete Teile, die bei mittleren Geschwindigkeiten und hohen spezifischen Drücken betrieben werden (Zahnräder, Ringe, Zahnstangen usw.), belastete Teile von Autos usw Traktoren sowie große Teile, die eine hohe Härtbarkeit und eine insgesamt erhöhte Festigkeit erfordern. 2. Korrosionsbeständige Stähle Korrosionsbeständige Stähle - Dies sind rostfreie Stähle und Legierungen, die gegen elektrochemische und chemische Korrosion (Atmosphäre, Erde, Alkali, Säure, Salz), interkristalline Korrosion und Spannungskorrosion beständig sind. Diese Stähle umfassen die folgenden Sorten: 20X13 (2X13), 08X13 (0X13), 25X13H2 (2X14H2, EI474). Sie werden zur Herstellung von Teilen mit erhöhter Plastizität verwendet, die Stoßbelastungen ausgesetzt sind (hydraulische Pressventile), Teile, die in leicht aggressiven Umgebungen arbeiten (bei atmosphärischen Niederschlägen, in wässrigen Lösungen von Salzen, organischen Säuren); Nach Wärmebehandlung und Polieren ist eine hohe Korrosionsbeständigkeit gewährleistet. Die Stahlsorte 14Kh14N12 (1Kh17N2, EI268) wird hauptsächlich in der Chemie- und Luftfahrtindustrie verwendet; verfügt über recht befriedigende technologische Eigenschaften. Die Stahlsorte 15Х25Т (Х25Т, EI439) wird bei der Herstellung von Wärmeaustauschgeräten (Rohre, Verbindungsflansche, Ventile, Hähne) verwendet, die in aggressiven Umgebungen betrieben werden. Wird als Ersatz für 12Х18М10Т-Stahl bei der Herstellung von Schweißkonstruktionen verwendet, die in aggressiveren Umgebungen als den für 08Х17Т-Stahl empfohlenen Umgebungen betrieben werden. Die Verwendung dieses Stahls (15Х25Т) wird bei Temperaturen von +400-700 °C nicht empfohlen. 08Х21Н6М2Т wird für die Herstellung von Teilen und Schweißkonstruktionen verwendet, die in hochaggressiven Umgebungen arbeiten – Essigsäure, Schwefelsäure und Phosphorsäure; Die Sorten 10Х17Н13М2Т, 10Х17Н13М3Т werden für die Herstellung von Schweißkonstruktionen verwendet, die unter siedender Phosphorsäure, Schwefelsäure und 10 %iger Essigsäure sowie in schwefelsauren Umgebungen betrieben werden. In einer Reihe von Maschinenkomponenten werden Lager in aggressiven Umgebungen und bei erhöhten Temperaturen eingesetzt. Für diese Baugruppen wird hauptsächlich 95×18 korrosionsbeständiger Stahl verwendet. Die Mikrostruktur des korrosionsbeständigen Stahls 95 × 18 besteht aus verstecktem, nadelförmigem Martensit und überschüssigen Karbiden, und die Mikrostruktur des ähnlichen Stahls 11 × 18 M besteht aus verborgenem, feinkristallinem Martensit und überschüssigen Karbiden, aber nadelförmiger Martensit ist in 11 × 18 nicht zulässig M-Stahl. Bei Lagern, die bei Temperaturen von -200 °C bis +120 °C betrieben werden, stellt sich der beste Komplex der mechanischen und Korrosionsschutzeigenschaften der verwendeten Stähle in der folgenden Wärmebehandlungsart ein: Erhitzen – bis zu +350 °C, Enderwärmung bei +1070 °C ± 20 °C, Härten – in Öl bei einer Temperatur von +30 bis +60 °C, Kältebehandlung – bei –70 °C und Anlassen – von +150 bis +160 °C. Wie die langjährige Anwendungspraxis in verschiedenen Branchen gezeigt hat, hängt die Korrosionsbeständigkeit von Stählen von vielen Faktoren ab: 1) aus den verwendeten Legierungselementen - Chrom, Nickel, Aluminium, Titan, Molybdän, ihre Kombinationen und Prozentsätze in Legierungen; beispielsweise haben Chrom-Molybdän-Neu- und Chrom-Molybdän-Vanadium-Stähle der Sorten 15XM, 20XM, 30X3MF, 40XMFA hohe Korrosionsschutzeigenschaften; 2) aus thermischer oder chemisch-thermischer Behandlung; 3) über die Qualität der Oberflächenbehandlung von Stählen und Teilen, die in aggressiven Umgebungen betrieben werden ("spiegelnde" Oberflächen sind in der Regel korrosionsbeständiger als raue). 3. Hitzebeständige Stähle und Legierungen Hitzebeständige Stähle und Legierungen gehören zur dritten Gruppe der hochlegierten Stähle. Ihr Gefüge nach der Wärmebehandlung sollte aus latentem und feinnadeligem Martensit oder feinnadeligem Martensit und überschüssigen Karbiden von Legierungselementen (MoC, CrC, NiC etc.) bestehen. Zu den hitzebeständigen Stählen und Legierungen gehören: 1) 40Х9С2. Wird zur Herstellung von Motorventilen und Befestigungselementen verwendet, die bei hohen Temperaturen betrieben werden – etwa +1000 °C; 2) X1560-N. Es wird zur Herstellung von Heizelementen verwendet (die Betriebstemperatur der Heizelemente beträgt +1000-1300 °C); 3) Kh20N80, Kh20N80-VI (durch Vakuum-Induktions-Verfahren geschmolzen); 4) Kh15N60-N-VI, N50K10, Kh13Yu4, OH23Yu5, OH23Yu5A, Ox27Yu5A. Diese Legierungen werden zur Herstellung von Temperatursensoren und temperaturempfindlichen Elementen, Drähten und Bändern für Heizöfen, elektrischen Wärmegeräten, Mikrodrähten für unkritische Widerstände verwendet; diese Legierungen arbeiten im Bereich von +1000 bis +1300 °C. Auf hitzebeständige Stähle und Legierungen umfasst auch die folgenden Marken: 1) KhN60Yu. Es wird zur Herstellung von Turbinenteilen (aus Blech) verwendet, die bei mäßigen Belastungen arbeiten, sowie für Widerstandsheizgeräte; 2) 20X23H18. Es wird zur Herstellung von Maschinenteilen für die Chemie- und Ölindustrie, Absperrventilen für Gasleitungen, Brennkammern sowie für Widerstandsheizgeräte verwendet; 3) 09X16N15M3B. Es wird bei der Herstellung von Überhitzerrohren und Hochdruckleitungen verwendet; 4) 12X18H10T, 12X18H12T, 12X18H9T. Sie werden zur Herstellung von Teilen von Abgassystemen und Rohren (aus Blechen und Langprodukten) verwendet, Stahl 12X18H12T ist im Betrieb stabiler als Stahl der Marke 12X18H10T; 5) 40X15N7G7F2MS. Wird für die Herstellung von Verbindungselementen verwendet, die bei einer Temperatur von +650 °C betrieben werden. Die Hitzebeständigkeit von Stählen und Legierungen hängt von der Zusammensetzung der Legierungselemente, ihrer Kombination und Konzentration ab. GOST 5632-72 empfiehlt optimale Temperaturbereiche, in denen Teile aus hitzebeständigen Stählen und Legierungen die größte Betriebszuverlässigkeit aufweisen. Darüber hinaus gibt die Norm für jede Stahl- oder Legierungssorte die Temperatur an, bei der eine intensive Verzunderung beginnt, und die Lebensdauer der daraus hergestellten Teile – kurzfristig, begrenzt, langfristig und sehr langfristig. Unter kurzfristiger Lebensdauer versteht man üblicherweise die Lebensdauer eines Teils bis zu 100 Stunden, begrenzt – bis zu 1000 Stunden, langfristig – bis zu 10 Stunden und sehr lang – bis zu 000 Stunden. Hitzebeständige Legierungen sind hochlegiert und präzise. Präzisionslegierungen zeichnen sich durch eine hohe Reinheit der Komponenten und deren genaues Verhältnis aus. Die Markierung von Präzisionslegierungen unterscheidet sich geringfügig von der Markierung von legierten Stählen und Legierungen. GOST 10994-74 regelt die chemische Zusammensetzung, die grundlegenden physikalischen Eigenschaften und Anwendungsbereiche jeder Legierung. Oben wurden hitzebeständige Präzisionslegierungen aufgeführt und deren Anwendungsbereiche angegeben: N50K10, Kh13Yu4, OX23Yu5, Kh15N60-N usw. 4. Werkzeugmaterialien: Werkzeug- und Schnellarbeitsstähle Legierte Werkzeugstähle werden zur Herstellung von Schneid- und Messwerkzeugen sowie Stempeln verwendet. Stähle, die zur Herstellung von Schneidwerkzeugen (Schneiden, Bohrern, Fräsern usw.) bestimmt sind, müssen eine hohe Härte (HRC l 62) und Verschleißfestigkeit. Erfolgt die Zerspanung unter schwierigen Bedingungen – hohe Schnittgeschwindigkeiten, Bearbeitung von Hartmetallen, großer Spanquerschnitt – wird erhebliche mechanische Energie aufgewendet, die mit einer starken Erwärmung der Schneidkante des Werkzeugs einhergeht. Daher muss der zur Herstellung des Werkzeugs verwendete Stahl eine hohe Härte und Hitzebeständigkeit (oder Rotbeständigkeit) aufweisen. Stähle, die zur Herstellung von Matrizen verwendet werden, müssen eine Kombination aus Härte und Zähigkeit sowie Hitzebeständigkeit aufweisen (die Fähigkeit, plötzlichen Temperaturänderungen in Form von Beständigkeit gegen das Auftreten von Hitzerissen zu widerstehen). Legierte Werkzeugstähle enthalten karbidbildende Elemente: Chrom, Wolfram, Molybdän, Mangan, Vanadium. Diese Stähle kühlen beim Härten langsamer ab, wodurch das Risiko von Rissen, Verformungen und Verzug verringert wird. Der Stahl wird warmgewalzt, geschmiedet, kalibriert und poliert (Silber) geliefert. Die Norm sieht zwei Gruppen und fünf Untergruppen von Werkzeuglegierungsstählen vor. Der Schwefel- und Phosphorgehalt in ihnen sollte 0,03 % nicht überschreiten, und der Schwefelgehalt in durch Elektroschlacke-Umschmelzen hergestelltem Stahl sollte 0,015 % nicht überschreiten. Stähle für Schneid- und Messwerkzeuge werden mit geringer (7ХФ, 8ХФ 11ХФ) und tiefer Härtbarkeit (9Х1, Х, 12Х1, 9ХС, 8ГС, 8Х6НФТ) hergestellt. Diese Stähle werden zur Herstellung von Gewindebohrern, Matrizen, Bohrern, Fräsern, Bügelsägeblättern, Lehren, Schablonen usw. verwendet. Werkzeug-Schnellarbeitsstähle erhielten diesen Namen, weil die daraus hergestellten Werkzeuge mit hohen Schnittgeschwindigkeiten arbeiten können, ohne ihre Eigenschaften zu verlieren. Eine bemerkenswerte Eigenschaft von Schnellarbeitsstählen ist ihre hohe Rotfestigkeit, d. h. die Fähigkeit, bei Erwärmung auf 600–650 °C eine hohe Härte und Schneidfähigkeit beizubehalten. Die Rotbeständigkeit wird hauptsächlich durch zwei Faktoren bestimmt: chemische Zusammensetzung und Wärmebehandlung. Schnellarbeitsstähle haben eine komplexe chemische Zusammensetzung. Ihr wichtigstes Legierungselement ist Wolfram (6–18 %) sowie Vanadium (1–5 %). Darüber hinaus enthalten alle Schnellarbeitsstähle Chrom (3-4,5 %), das größtenteils im Eisenkristallgitter gelöst ist. Um Schnellarbeitsstählen hohe Schnitteigenschaften zu verleihen, werden sie nach einem speziellen Regime einer Wärmebehandlung unterzogen. Die Norm sieht die Herstellung von 14 Sorten Schnellarbeitsstählen vor, die üblicherweise in zwei Gruppen eingeteilt werden: die erste Gruppe – Stähle, die kein Kobalt enthalten, die zweite Gruppe – Stähle, die einen erhöhten Anteil an Kobalt und Vanadium enthalten. Schnellarbeitsstahlsorten – R18, R12, R9, R6M3, R9K5. VORTRAG Nr. 10. Harte und superharte Legierungen 1. Hartmetall und Schneidkeramik Hartmetalllegierungen und Schneidkeramik werden pulvermetallurgisch hergestellt. Die Pulvermetallurgie ist ein Technologiegebiet, das eine Reihe von Verfahren zur Herstellung von Metallpulvern aus metallähnlichen Verbindungen, Halbzeugen und daraus hergestellten Produkten sowie aus deren Mischungen mit nichtmetallischen Pulvern ohne Schmelzen der Hauptkomponente umfasst. Die Ausgangsstoffe für Hartlegierungen und Metallkeramiken – Pulver – werden durch chemische oder mechanische Verfahren gewonnen. Die Formgebung von Rohlingen (Produkten) erfolgt im kalten Zustand oder unter Erwärmung. Die Kaltumformung erfolgt durch axiales Pressen auf mechanischen und hydraulischen Pressen oder durch Flüssigkeitsdruck auf eine elastische Hülle, in die Pulver eingebracht werden (hydrostatisches Verfahren). Durch Heißpressen in Matrizen unter einem Hammer (dynamisches Pressen) oder durch das gasstatische Verfahren in speziellen Behältern aufgrund des Drucks (15-400 Pa) heißer Gase werden Produkte aus schlecht gesinterten Materialien hergestellt - feuerfeste Verbindungen, die sind Wird zur Herstellung von Hartlegierungen und Metallkeramiken verwendet. Die Zusammensetzung solcher gesinterten feuerfesten Verbindungen (Pseudolegierungen) umfasst nichtmetallische Bestandteile – Graphit, Aluminiumoxid, Karbide, die ihnen besondere Eigenschaften verleihen. In der Werkzeugindustrie sind harte Sinterlegierungen und Schneid-Cermets (Metalle + nichtmetallische Komponenten) weit verbreitet. Je nach Inhalt der Hauptkomponenten Pulver in einer Mischung aus harten Sinterlegierungen werden in drei Gruppen von Wolfram, Titan-Wolfram und Titan-Tantal-Wolfram eingeteilt. nach Einsatzgebiet - auf Legierungen zur spanenden Materialbearbeitung, Ausrüstung von Bergbauwerkzeugen, zum Auftragen von schnell verschleißenden Maschinenteilen, Instrumenten und Vorrichtungen. Physikalische und mechanische Eigenschaften von Hartlegierungen: Biegefestigkeit – 1176–2156 MPa (120–220 kg/mm). 2), Dichte - 9,5-15,3 g/cm 3, Härte - 79-92 HRA. Hartlegierungen zur spanlosen Bearbeitung von Metallen, Auftragsbearbeitung von schnell verschleißenden Teilen von Maschinen, Instrumenten und Vorrichtungen: VK3, VK3-M, VK4, VK10-KS, VK20-KS, VK20K. Bei der Bezeichnung von Hartlegierungssorten steht der Buchstabe „K“ für Kobalt, „B“ für Wolframkarbid, „T“ für Titan- und Tantalkarbide; Die Zahlen entsprechen dem prozentualen Anteil der in der Legierung enthaltenen Pulverbestandteile. Beispielsweise enthält die VK3-Legierung 3 % Kobalt, der Rest ist Wolframcarbid. Die Wolframknappheit erforderte die Entwicklung wolframfreier Hartlegierungen, die in ihren Grundeigenschaften gesinterten Legierungen auf Basis von Wolframkarbiden in nichts nachstehen. Wolframfreie und chromcarbidharte Cermet-Legierungen werden im Maschinenbau zur Herstellung von Ziehsteinen, Ziehsteinen, zum Spritzen verschiedener, auch abrasiver, Materialien, Reibteilen mit Betriebstemperaturen bis 900 °C, Schneidwerkzeugen zur Bearbeitung von Nichteisenmetallen eingesetzt. 2. Superharte Materialien Drei Arten von superharten Materialien (SHM) werden derzeit in verschiedenen Branchen, einschließlich des Maschinenbaus, zur Herstellung verschiedener Schneidwerkzeuge verwendet: natürliche Diamanten, polykristalline synthetische Diamanten und Verbundwerkstoffe auf der Basis von Bornitrit (Elbor). Natürliche und synthetische Diamanten haben so einzigartige Eigenschaften wie die höchste Härte (HV 10 kgf/mm 2), sie haben sehr klein: linearer Ausdehnungskoeffizient und Reibungskoeffizient; hoch: Wärmeleitfähigkeit, Haftfestigkeit und Verschleißfestigkeit. Die Nachteile von Diamanten sind geringe Biegefestigkeit, Sprödigkeit und Löslichkeit in Eisen bei relativ niedrigen Temperaturen (+750 °C), was ihre Verwendung für die Bearbeitung von Eisen-Kohlenstoff-Stählen und -Legierungen bei hohen Schnittgeschwindigkeiten sowie bei unterbrochenem Schnitt und Vibrationen verhindert . Natürliche Diamanten werden in Form von Kristallen verwendet, die im Metallkörper des Fräsers fixiert sind Synthetische Diamanten der Klassen ASB (Balas) und ASPK (Carbonado) haben eine ähnliche Struktur wie natürliche Diamanten, sie haben eine polykristalline Struktur und haben höhere Festigkeitseigenschaften. Natürliche und synthetische Diamanten sind weit verbreitet in der Verarbeitung von Kupfer-, Aluminium- und Magnesiumlegierungen, Edelmetallen (Gold, Silber), Titan und seinen Legierungen, nichtmetallischen Materialien (Kunststoffe, Textolith, Glasfaser) sowie Hartlegierungen und Keramik. Synthetische Diamanten Im Vergleich zu natürlichen haben sie aufgrund ihrer höheren Festigkeit und dynamischen Eigenschaften eine Reihe von Vorteilen. Sie können nicht nur zum Drehen, sondern auch zum Fräsen verwendet werden. Verbund ist ein superhartes Material auf Basis von kubischem Bornitrid, das zur Herstellung von Klingenschneidwerkzeugen verwendet wird. In der Härte nähert sich der Verbundwerkstoff Diamant an, übertrifft ihn in der Hitzebeständigkeit deutlich und ist gegenüber Eisenmetallen inert. Dies bestimmt seinen Hauptanwendungsbereich – die Bearbeitung von gehärteten Stählen und Gusseisen. Die Industrie produziert die folgenden Hauptmarken von STM: Verbundwerkstoff 01 (elbor – R), Verbundwerkstoff 02 (belbor), Verbundwerkstoff 05 und 05I und Verbundwerkstoff 09 (PTNB – NK). Die Verbundwerkstoffe 01 und 02 haben eine hohe Härte (HV 750 kgf/mm 2), aber geringe Biegefestigkeit (40-50 kg/mm 2). Ihr Hauptanwendungsgebiet ist das Fein- und Feindrehen von Teilen aus gehärtetem Stahl mit der Härte HRC 55-70, Gusseisen beliebiger Härte und Hartlegierungen der Sorten VK 15, VK 20 und VK 25 (HP^ 88). -90), mit einem Vorschub von bis zu 0,15 mm/U und einer Schnitttiefe von 0,05–0,5 mm. Die Verbundwerkstoffe 01 und 02 können trotz vorhandener Stoßbelastungen auch zum Fräsen von gehärteten Stählen und Gusseisen verwendet werden, was durch eine günstigere Dynamik des Fräsens erklärt wird. Verbundwerkstoff 05 nimmt hinsichtlich der Härte eine mittlere Position zwischen Verbundwerkstoff 01 und Verbundwerkstoff 10 ein und seine Festigkeit ist ungefähr die gleiche wie die von Verbundwerkstoff 01. Verbundwerkstoffe 09 und 10 haben ungefähr die gleiche Biegefestigkeit (70–100 kgf/mm). 2). 3. Materialien von Schleifwerkzeugen Schleifmittel unterteilt in natürlich und künstlich. Zu ersteren gehören Quarz, Schmirgel, Korund und Diamant, zu letzteren gehören Elektrokorund, Siliziumkarbid, Borkarbid, kubisches Bornitrid und synthetische Diamanten. Quarz (P) ist ein Material, das hauptsächlich aus kristallinem Siliziumdioxid (98,5 ... 99,5 % SiO2) besteht. Es wird zur Herstellung von Schleifhäuten auf Papier- und Gewebebasis in Form von Schleifkörnern in freiem Zustand verwendet. Schmirgel (Н) - feinkristallines Aluminiumoxid (25…60 % Al2 O3) dunkelgrau und schwarz mit einer Beimischung von Eisenoxid und Silikaten. Konzipiert für die Herstellung von Schmirgelleinen und Stangen. Korund (E und ESB) - ein Mineral, das hauptsächlich aus kristallinem Aluminiumoxid besteht (80.95 % Al2 O3) und eine kleine Menge anderer Mineralien, einschließlich derjenigen, die chemisch mit Al2 O3. Korundkörner sind hart und bilden beim Bruch einen Muschelbruch mit scharfen Kanten. Naturkorund hat eine begrenzte Verwendung und wird hauptsächlich in Form von Pulvern und Pasten für Veredelungsoperationen (Polieren) verwendet. Diamant (A) ist ein Mineral, das reiner Kohlenstoff ist. Es hat die höchste Härte aller in der Natur bekannten Substanzen. Einschneidige Schneidwerkzeuge und Diamant-Metallstifte zum Abrichten von Schleifscheiben werden aus Kristallen und deren Bruchstücken hergestellt. Es gibt vier Arten von Elektrokorund: 1) normaler Elektrokorund 1A, geschmolzen aus Bauxit, seine Sorten - 12A, 13A, 14A, 15A, 16A; 2) weiß, aus Aluminiumoxid geschmolzen, seine Sorten - 22A, 23A, 24A, 25A; 3) legierter Elektrokorund, erschmolzen aus Aluminiumoxid mit verschiedenen Zusätzen: Chrom 3A mit Sorten 32A, 33A, 34A und Titan 3A mit Sorte 37A; 4) A4-Monokorund, erschmolzen aus Bauxit mit Eisensulfid und einem Reduktionsmittel, gefolgt von der Isolierung von Korund-Einkristallen. Elektrokorund besteht aus Aluminiumoxid Al 2 O 3 und einige Verunreinigungen. Siliziumkarbid - eine chemische Verbindung von Silizium mit Kohlenstoff (SiC). Es weist eine größere Härte und Sprödigkeit auf. als Elektrokorund. Je nach Siliziumkarbidanteil ist dieses Material in den Farben Grün (6C) und Schwarz (5C) erhältlich. Der erste enthält mindestens 97 % Silizium. Der zweite Typ (schwarz) wird in den folgenden Sorten hergestellt: 52C, 53C, 54C und 55C. Aus Körnern aus grünem Siliziumkarbid werden verschiedene Schleifwerkzeuge (z. B. Schleifscheiben) zur Bearbeitung von Hartlegierungen und nichtmetallischen Werkstoffen sowie Werkzeuge (Schleifscheiben) zur Bearbeitung von Produkten aus Gusseisen, Nichteisenmetallen und zum Schärfen von Schnitten hergestellt Werkzeuge (Fräser) werden aus Körnern aus schwarzem Siliziumkarbid hergestellt, Bohrer usw.). Kubisches Bornitrid (KNB) - eine Verbindung aus Bor, Silizium und Kohlenstoff. CBN hat eine ähnliche Härte und Schleiffähigkeit wie Diamant. Synthetischer Diamant (AS) hat die gleiche Struktur wie natürlicher. Die physikalischen und mechanischen Eigenschaften von synthetischen Diamanten guter Qualität ähneln denen von natürlichen Diamanten. Synthetische Diamanten werden in fünf Graden ASO, ACP, ASK, DIA, ACC hergestellt. VORTRAG Nr. 11. NE-Metalllegierungen 1. Nichteisenmetalle und -legierungen, ihre Eigenschaften und Verwendungszweck Die wertvollen Eigenschaften von Nichteisenmetallen haben zu ihrer weit verbreiteten Verwendung in verschiedenen Zweigen der modernen Produktion geführt. Kupfer, Aluminium, Zink, Magnesium, Titan und andere Metalle und ihre Legierungen sind unverzichtbare Werkstoffe für die Instrumenten- und Elektroindustrie, die Luft- und Funkelektronik, die Nuklear- und Raumfahrtindustrie. NE-Metalle haben eine Reihe wertvoller Eigenschaften: hohe Wärmeleitfähigkeit, sehr geringe Dichte (Aluminium und Magnesium), sehr niedriger Schmelzpunkt (Zinn, Blei), hohe Korrosionsbeständigkeit (Titan, Aluminium). Aluminiumlegierungen mit anderen Legierungselementen sind in verschiedenen Industrien weit verbreitet. Legierungen auf Magnesiumbasis zeichnen sich durch geringe Dichte, hohe spezifische Festigkeit aus und lassen sich gut spanend bearbeiten. Sie haben im Maschinenbau und insbesondere in der Flugzeugindustrie breite Anwendung gefunden. Technisches Kupfer, das nicht mehr als 0,1 % Verunreinigungen enthält, wird für verschiedene Arten von Stromleitern verwendet. Kupferlegierungen Nach ihrer chemischen Zusammensetzung werden sie in Messing und Bronze eingeteilt. Wiederum Messing- nach ihrer chemischen Zusammensetzung werden sie in einfache, nur mit Zink legierte, und spezielle, die neben Zink als Legierungselemente Blei, Zinn, Nickel und Mangan enthalten, eingeteilt. Bronze auch unterteilt in Zinn und Zinnlos. Zinnlose Bronzen haben eine hohe Festigkeit, gute Korrosionsschutz- und Gleiteigenschaften. Magnesium wird häufig in der Metallurgie verwendet, mit deren Hilfe einige desoxidiert und entschwefelt werden Metalle und Legierungen, Grauguss zu Kugelgraphit modifizieren, schwer rückgewinnbare Metalle (z. B. Titan) herstellen, Mischungen von Magnesiumpulver mit Oxidationsmitteln zur Herstellung von Leucht- und Brandraketen in der Strahltechnik und Pyrotechnik verwendet werden. Durch das Legieren werden die Eigenschaften von Magnesium stark verbessert. Aluminium und Zink mit einem Massenanteil von bis zu 7% erhöhen seine mechanischen Eigenschaften, Mangan verbessert seine Korrosionsbeständigkeit und Schweißbarkeit, Zirkonium, zusammen mit Zink in die Legierung eingebracht, verfeinert das Korn (im Legierungsgefüge), erhöht mechanische Eigenschaften und Korrosion Widerstand. Aus Magnesiumlegierungen werden geformte Gussteile sowie Halbzeuge – Bleche, Platten, Stangen, Profile, Rohre, Drähte – hergestellt. Industrielles Magnesium wird durch elektrolytische Methode aus Magnesit, Dolomit, Carnallit, Meerwasser und Abfällen aus verschiedenen Industrien nach dem Schema der Gewinnung reiner wasserfreier Magnesiumsalze, der Elektrolyse dieser Salze im geschmolzenen Zustand und der Raffinierung von Magnesium gewonnen. In der Natur gibt es starke Ansammlungen bilden Magnesiumcarbonate – Magnesit und Dolomit, sowie Carnallite. In der Lebensmittelindustrie werden häufig Verpackungsfolien aus Aluminium und seinen Legierungen verwendet – zum Verpacken von Süßwaren und Milchprodukten, aber auch Kochgeschirr aus Aluminium wird in großen Mengen verwendet (Kocher, Tabletts, Badewannen usw.). 2. Kupferlegierungen Kupfer ist eines der seit der Antike bekannten Metalle. Die frühe Bekanntschaft des Menschen mit Kupfer wurde durch die Tatsache erleichtert, dass es in der Natur in freiem Zustand in Form von Nuggets vorkommt, die manchmal beträchtliche Größen erreichen. Derzeit wird Kupfer häufig in der Elektrotechnik, beim Bau von Stromleitungen, bei der Herstellung von Telegrafen- und Telefonkommunikationsgeräten sowie Radio- und Fernsehgeräten verwendet. Drähte, Kabel, Stromschienen und andere leitfähige Produkte werden aus Kupfer hergestellt. Kupfer verfügt über eine hohe elektrische und thermische Leitfähigkeit, Festigkeit, Zähigkeit und Korrosionsbeständigkeit. Seine physikalischen Eigenschaften werden durch seine Struktur bestimmt. Es hat ein kubisch flächenzentriertes räumliches Gitter. Sein Schmelzpunkt beträgt +1083 °C, Siedepunkt - +2360 °C. Die durchschnittliche Zugfestigkeit hängt von der Art der Behandlung ab und liegt zwischen 220 und 420 MPa (22–45 kgf/mm). 2), relative Dehnung – 4–60 %, Härte – 35–130 HB, Dichte – 8,94 g/cm 3. Aufgrund seiner bemerkenswerten Eigenschaften erfüllt Kupfer als Strukturwerkstoff nicht die Anforderungen des Maschinenbaus und wird daher legiert, d. h. Metalle wie Zink, Zinn, Aluminium, Nickel und andere werden in die Legierungen eingebracht, wodurch seine mechanischen und technologischen Eigenschaften sind verbesserte Eigenschaften. In reiner Form wird Kupfer nur in begrenztem Umfang verwendet, seine Legierungen finden jedoch eine breitere Anwendung. Kupferlegierungen werden nach ihrer chemischen Zusammensetzung in Messing, Bronze und Kupfer-Nickel und nach ihrem technologischen Zweck in verformbare Legierungen unterteilt, die zur Herstellung von Halbzeugen (Draht, Blech, Band, Profil) und für die Gießerei verwendet werden , zum Gießen von Teilen verwendet. Messing - Legierungen aus Kupfer mit Zink und anderen Bestandteilen. Messinge, die neben Zink noch andere Legierungselemente enthalten, werden als komplexe oder spezielle Messinge bezeichnet und nach den zusätzlich zu Zink eingeführten Legierungsbestandteilen benannt. Zum Beispiel: Tompak L90 ist Messing mit 90 % Kupfer, der Rest ist Zink; Aluminiummessing LA77-2 – 77 % Kupfer, 2 % Aluminium, der Rest ist Zink usw. Messing weist im Vergleich zu Kupfer eine große Festigkeit, Korrosionsbeständigkeit und Elastizität auf. Die Verarbeitung erfolgt durch Gießen, Pressen und Schneiden. Daraus werden Halbzeuge hergestellt (Bleche, Bänder, Streifen, Rohre von Kondensatoren und Wärmetauschern, Draht, Stanzteile, Absperrventile – Hähne, Ventile, Medaillen und Abzeichen, künstlerische Produkte, Musikinstrumente, Bälge, Lager). Bronzen sind Legierungen auf Kupferbasis, bei denen Zinn, Aluminium, Beryllium, Silizium, Blei, Chrom und andere Elemente als Zusätze verwendet werden. Bronzen werden unterteilt in zinnfreie (BrA9Mts2L, etc.), Zinn (BrO3ts12S5, etc.), Aluminium (BrA5, BrA7, etc.), Silizium (BrKN1-3, BrKMts3-1), Mangan (BrMts5), Berylliumbronzen (BrB2, BrFNT1,7 usw.). Bronzen werden zur Herstellung von Absperrventilen (Hähne, Ventile), verschiedenen Teilen, die in Wasser, Öl, Dampf, leicht aggressiven Medien und Meerwasser betrieben werden, verwendet. 3. Aluminiumlegierungen Der Name „Aluminium“ kommt vom lateinischen Wort alumen – also seit 500 Jahren vor Christus. e. Aluminiumalaun genannt, das zum Ätzen beim Färben von Stoffen und Gerben von Leder verwendet wurde. In Bezug auf die Häufigkeit in der Natur steht Aluminium nach Sauerstoff und Silizium an dritter Stelle und unter den Metallen an erster Stelle. Hinsichtlich der technischen Nutzung liegt es nach Eisen an zweiter Stelle. Aluminium kommt nicht in freier Form vor; es wird aus Mineralien – Bauxit, Nephelin und Alunit – gewonnen, während zunächst Aluminiumoxid hergestellt wird und dann Aluminium durch Elektrolyse aus Aluminiumoxid gewonnen wird. Die mechanischen Eigenschaften von Aluminium sind gering: Zugfestigkeit – 50–90 MPa (5–9 kgf/mm). 2), relative Dehnung – 25–45 %, Härte – 13–28 HB. Aluminium lässt sich gut schweißen, ist aber schwer zu bearbeiten und hat eine große lineare Schrumpfung – 1,8 %. In seiner reinen Form wird Aluminium selten verwendet; seine Legierungen mit Kupfer, Magnesium, Silizium, Eisen usw. sind weit verbreitet. Aluminium und seine Legierungen sind weit verbreitet notwendig für den Luft- und Maschinenbau, Stromleitungen, U-Bahnen und Schienenfahrzeuge. Aluminiumlegierungen werden in Guss- und Knetlegierungen unterteilt. Aluminiumgusslegierungen werden in Barren hergestellt – raffiniert und unraffiniert. Legierungen mit dem Buchstaben „P“ in der Markenbezeichnung sind für die Herstellung von Lebensmittelutensilien bestimmt. Die mechanischen Eigenschaften von Legierungen hängen von ihrer chemischen Zusammensetzung und ihren Herstellungsverfahren ab. Die chemische Zusammensetzung der Hauptbestandteile der Legierung kann anhand der Sorte bestimmt werden. Beispielsweise enthält die AK12-Legierung 12 % Silizium, der Rest ist Aluminium; AK7M2P – 7 % Silizium, 2 % Kupfer, der Rest ist Aluminium. Die in verschiedenen Branchen am häufigsten verwendete Aluminium-Silizium-Legierung ist Silumin, das in vier Qualitäten hergestellt wird: SIL-00, STR-0, STR-1 und STR-2. Neben Aluminium (Basis) und Silizium (10–13 %) enthält diese Legierung: Eisen – 0,2–0,7 %, Mangan – 0,05–0,5 %, Kalzium – 0,7–0,2 %, Titan – 0,05–0,2 %, Kupfer – 0,03 % und Zink – 0,08 %. Aus Siluminen werden verschiedene Teile für Autos, Traktoren und Personenkraftwagen hergestellt. Aluminiumknetlegierungen in Barren, die zur Druckbehandlung und zum Nähen bei der Herstellung anderer Aluminiumlegierungen bestimmt sind, sind durch bestimmte Normen genormt. Legierungen für die Druckverarbeitung bestehen aus Aluminium (Basis), Legierungselementen (Kupfer – 5 %, Magnesium – 0,1–2,8 %, Mangan – 0,1–0,7 %, Silizium – 0,8–2,2 %, Zink – 2–6,5 % und einer kleinen Menge von anderen Verunreinigungen). Die Qualitäten dieser Legierungen sind: VD1, AVD1, AVD1-1, AKM; Halbzeuge werden aus Aluminiumlegierungen hergestellt – Bleche, Bänder, Bänder, Brammen, Barren, Brammen. Darüber hinaus produziert die Nichteisenmetallurgie Aluminium-Gleitlegierungen, die zur Herstellung von monometallischen und bimetallischen Lagern durch Gießen verwendet werden. Je nach chemischer Zusammensetzung sieht die Norm folgende Sorten dieser Legierungen vor: AO3-7, AO9-2, AO6-1, AO9-1, AO20-1, AMST. Die Norm definiert auch die Betriebsbedingungen für Produkte aus diesen Legierungen: Belastung von 19,5 bis 39,2 MN / m2 (200-400 kgf / cm 2), Temperatur von 100 bis 120 °C, Härte - von 200 bis 320 HB. 4. Titanlegierungen titan - Silberweißes Metall. Es ist eines der häufigsten Elemente in der Natur. Unter anderen Elementen liegt es in Bezug auf die Prävalenz in der Erdkruste (0,61%) an zehnter Stelle. Titan ist leicht (seine Dichte beträgt 4,5 g/cm 3), feuerfest (Schmelzpunkt 1665 °C), sehr haltbar und duktil. Auf seiner Oberfläche bildet sich ein hartnäckiger Oxidfilm, wodurch es in Süß- und Meerwasser sowie in einigen Säuren gut korrosionsbeständig ist. Bei Temperaturen bis 882 °C hat es ein hexagonal dicht gepacktes Gitter, bei höheren Temperaturen einen raumzentrierten Würfel. Die mechanischen Eigenschaften von Titanblechen hängen von der chemischen Zusammensetzung und der Art der Wärmebehandlung ab. Seine Zugfestigkeit beträgt 300–1200 MPa (30–120 kg/mm). 2), Dehnung - 4-10%. Schädliche Verunreinigungen von Titan sind Stickstoff, Kohlenstoff, Sauerstoff und Wasserstoff. Sie verringern seine Duktilität und Schweißbarkeit, erhöhen Härte und Festigkeit und verschlechtern die Korrosionsbeständigkeit. Bei Temperaturen über 500 °C oxidieren Titan und seine Legierungen leicht durch Aufnahme von Wasserstoff, was zu einer Versprödung (Wasserstoffversprödung) führt. Beim Erhitzen über 800 °C nimmt Titan intensiv Sauerstoff, Stickstoff und Wasserstoff auf; diese Fähigkeit wird in der Metallurgie genutzt, um Stahl zu desoxidieren. Es dient als Legierungselement für andere Nichteisenmetalle und für Stahl. Aufgrund ihrer bemerkenswerten Eigenschaften werden Titan und seine Legierungen häufig im Flugzeug-, Raketen- und Schiffsbau verwendet. Aus Titan und seinen Legierungen werden Halbzeuge hergestellt: Bleche, Rohre, Stäbe und Drähte. Die wichtigsten industriellen Materialien zur Herstellung von Titan sind Ilmenit, Rutil, Perowskit und Sphen (Titanit). Die Technologie zur Herstellung von Titan ist komplex, aufwändig und zeitintensiv: Zunächst wird ein Titanschwamm hergestellt, aus dem dann durch Umschmelzen in Vakuumöfen formbares Titan hergestellt wird. Schwamm Titan, gewonnen durch das Magnesium-Thermal-Verfahren, dient als Ausgangsmaterial für die Herstellung von Titanlegierungen und anderen Zwecken. Abhängig von der chemischen Zusammensetzung und den mechanischen Eigenschaften sind folgende Titanschwammqualitäten standardmäßig etabliert: TG-90, TG-100, TG-110, TG-120, TG-130. In der Markenbezeichnung bedeuten die Buchstaben „TG“ Schwammtitan, „Tv“ bedeutet hart, die Zahlen bedeuten Brinellhärte. Titanschwamm enthält Verunreinigungen: Eisen – bis zu 0,2 %, Silizium – bis zu 0,04 %, Nickel – bis zu 0,05 %, Kohlenstoff – bis zu 0,05 %, Chlor – bis zu 0,12 %, Stickstoff – bis zu 0,04 %, Sauerstoff - bis zu 0,1 %. Durch Druck verarbeitetes Titan und Titanlegierungen sind für die Herstellung verschiedener Halbzeuge (Bleche, Rohre, Stangen, Drähte) bestimmt. Abhängig von der chemischen Zusammensetzung sieht die Norm folgende Qualitäten vor: VT1-00, VT1-0, OT4-0, OT4-1, OT4, VT5, VT5-1, VT6, VT20, VT22, PT-7M, PT- 7 V, PT -1 m. Hauptbestandteile: Aluminium – 0,2–0,7 %, Mangan – 0,2–2 %, Molybdän – 0,5–5,5 %, Vanadium – 0,8–5,5 %, Zirkonium – 0,8–3 %, Chrom – 0,5–2,3 %, Zinn – 2–3 %, Silizium – 0,15–0,40 %, Eisen – 0,2–1,5 %. Eisen, Silizium und Zirkonium können je nach Legierungsmarke die Hauptbestandteile oder Verunreinigungen sein. 5. Zinklegierungen Zink-Kupfer-Legierung - Messing - war den alten Griechen und Ägyptern bekannt. Die Verhüttung von Zink im industriellen Maßstab begann jedoch erst im XNUMX. Jahrhundert. Zink - Metall von hellgrau-bläulicher Farbe, spröde bei Raumtemperatur und bei 200 °C, bei Erwärmung auf 100-150 °C wird es duktil. Gemäß der Norm wird Zink in Form von Schweinen und Blöcken mit einem Gewicht von bis zu 25 kg produziert und geliefert. Die Norm legt auch Zinkqualitäten und deren Anwendungsbereiche fest: TsV00 (Zinkgehalt - 99,997 %) – für wissenschaftliche Zwecke, die Herstellung chemischer Reagenzien, die Herstellung von Produkten für die Elektroindustrie; CVO (Zink – 99,995 %) – für die Druck- und Automobilindustrie; TsV1, TsV (Zink – 99,99 %) – zur Herstellung von Spritzgussteilen zur Herstellung kritischer Teile, zur Herstellung von Zinkoxid, Zinkpulver und reinen Reagenzien; TsOA (Zink 99,98 %), TsO (Zink 99,975 %) – zur Herstellung von Zinkblechen, druckverarbeiteten Zinklegierungen, Tünche, Legierungen, zur Feuerverzinkung und galvanischen Verzinkung; Ts1S, Ts1, Ts2S, Ts2, Ts3S, Ts3 – für verschiedene Zwecke. Zinklegierungen sind in der Industrie weit verbreitet: Messing, Zinkbronze, Legierungen zur Beschichtung verschiedener Stahlprodukte, zur Herstellung galvanischer Elemente, zum Drucken usw. Zinklegierungen in Barren zum Gießen sind standardisiert. Diese Legierungen werden in der Automobil- und Instrumentenindustrie sowie in anderen Industrien verwendet. Die Norm legt die Sorten von Legierungen fest, ihre chemische Zusammensetzung, die daraus hergestellten Produkte werden bestimmt: 1) TsAM4-10 - besonders kritische Teile; 2) TsAM4-1 - kritische Teile; 3) TsAM4-1V - nicht kritische Teile; 4) TsA4O - kritische Teile mit stabilen Abmessungen; 5) CA4 - unkritische Teile mit stabilen Abmessungen. Zink-Gleitlegierungen, zur Herstellung von monometallischen und bimetallischen Erzeugnissen sowie Halbzeugen durch Gieß- und Druckbehandlungsverfahren sind genormt. Die mechanischen Eigenschaften von Legierungen hängen von ihrer chemischen Zusammensetzung ab: Zugfestigkeit δВ = 250–350 MPa (25–35 kg/mm 2), relative Dehnung δ = 0,4-10 %, Härte - 85-100 HB. Die Norm legt die Qualitäten dieser Legierungen, ihre Anwendungsbereiche und Betriebsbedingungen fest: TsAM9-1,5L – Gießen von monometallischen Laufbuchsen, Buchsen und Schiebern; zulässig: Belastung - 10 MPa (100 kgf/cm). 2), Gleitgeschwindigkeit - 8 m/s, Temperatur 80 °C; Wenn Bimetallteile durch Gießen in Gegenwart eines Metallrahmens erhalten werden, können die Belastung, die Gleitgeschwindigkeit und die Temperatur auf bis zu 20 MPa (200 KGS / cm) erhöht werden 2), 10 m/s bzw. 100 °C: TsAM9-1,5 – Herstellung von Bimetallband (Zinklegierung mit Stahl und Duraluminium) durch Walzen, das Band ist für die Herstellung von Auskleidungen durch Stanzen bestimmt; zulässig: Belastung - bis zu 25 MPa (250 kgf/cm). 2), Gleitgeschwindigkeit – bis zu 15 m/s, Temperatur 100 °C; AM10-5L – Guss von Lagern und Buchsen, zulässig: Belastung – 10 MPa (100 kgf/cm). 2), Gleitgeschwindigkeit - 8 m/s, Temperatur 80 °C. VORTRAG Nr. 12. Eigenschaften nichtmetallischer Werkstoffe 1. Nichtmetallische Materialien Zurück in der zweiten Hälfte des XNUMX. Jahrhunderts. In unserem Land wurde der Verwendung von nichtmetallischen Materialien in verschiedenen Branchen und der Volkswirtschaft insgesamt viel Aufmerksamkeit geschenkt. Die Produktion verschiedener nichtmetallischer Materialien wurde aufgebaut und ständig ausgebaut: Kunstharze und Kunststoffe, synthetische Kautschuke als Ersatz für Naturkautschuk, hochwertige Polymere mit bestimmten technischen Eigenschaften, einschließlich verstärkter und gefüllter Kunststoffe. Kunststoffe und andere nichtmetallische Werkstoffe verfügen über eine Reihe hervorragender physikalischer, chemischer, mechanischer und technologischer Eigenschaften, die zu ihrer weit verbreiteten Verwendung in verschiedenen Branchen geführt haben – Maschinenbau, Elektrotechnik, Elektronik usw. Als Strukturwerkstoff werden Kunststoffe zunehmend eingesetzt teure Metalle ersetzen. Der Einsatz von Kunststoffen ermöglicht eine stetige Verbesserung des Designs. Die Ausstattung von Maschinen und Anlagen sowie die teilweise Konfiguration verschiedener Komponenten ermöglicht es, deren Gewicht zu reduzieren, Zuverlässigkeit und Haltbarkeit zu verbessern und die Produktivität zu steigern. Die Herstellung von Kunststoffen erfordert zwei- bis dreimal weniger Kapitalinvestitionen als die Herstellung von Nichteisenmetallen. Ausgangsstoffe für die Kunststoffherstellung sind günstige Produkte aus der Verarbeitung von Kohle, Erdöl und Erdgas. Zur Verbesserung der mechanischen Eigenschaften werden Kunststoffe verstärkt. Für die Herstellung verschiedener Teile, die in Reibungsmechanismen (Gleitmechanismen) mit geringen Lasten und Geschwindigkeiten arbeiten, werden nichtmetallische Materialien wie reibungsarme Polymere und Kunststoffe verwendet. Diese Materialien haben einen niedrigen Reibungskoeffizienten, eine hohe Verschleißfestigkeit, chemische Beständigkeit und können ohne Schmierung arbeiten. Allerdings schränken eine geringe Wärmeleitfähigkeit, ein erheblicher (zehnmal größerer als der von Metallen) Wärmeausdehnungskoeffizient, eine geringe Härte und eine hohe Nachgiebigkeit die Möglichkeiten ihrer weit verbreiteten Verwendung ein. In Kombination mit anderen Materialien, Metallen und Kunststoffen werden sie effektiver eingesetzt. Darüber hinaus werden als nichtmetallische Reibmaterialien gewebte Asbestbremsbänder und Reibasbestbeläge verwendet – geformt, gepresst, gewebt, Papp-Bakelit und spiralförmig gewickelt, die in allen Klimazonen eingesetzt werden können. Reibbeläge aus Asbest werden für Reibeinheiten von Autos, Flugzeugen, Traktoren, Metallschneide- und Textilmaschinen, Umschlaggeräten und Diesellokomotiven verwendet. Die Lebensdauer solcher nichtmetallischer Beläge in Reibeinheiten ist recht hoch. Bei Pkw mit Dieselmotor sind es beispielsweise 6000 Betriebsstunden, bei Pkw 125 km und bei Lkw 000 km. Bremsgewebe-Asbestbänder werden als Beläge in Brems- und Reibeinheiten von Maschinen und Anlagen mit einer Oberflächenreibungstemperatur von bis zu 75 °C eingesetzt. Nichtmetallische Materialien werden in verschiedenen Branchen und in der Wirtschaft als Ganzes weit verbreitet verwendet. 2. Polymere: Struktur, Polymerisation und Polykondensation, Eigenschaften Derzeit ist die Medizin ohne Polymersysteme für Bluttransfusionen, medizinische Geräte ohne transparente Polymerschläuche, Patientenpflegeartikel ohne Gummi-Heizkissen, Eisbeutel usw. kaum vorstellbar. Synthetische Materialien haben es ermöglicht, die Palette der verwendeten Materialien erheblich zu erweitern Medizinische Polymere. Polymere unterscheiden sich deutlich von Metallen und Legierungen: Ihre Moleküle sind zu langen Ketten verlängert, wodurch Polymere ein hohes Molekulargewicht aufweisen. Polymermoleküle werden aus niedermolekularen Ausgangsprodukten – Monomeren – durch Polymerisation und Polykondensation gewonnen. Zu den Polykondensationspolymeren zählen Phenol-Formaldehyd-Harze, Polyester, Polyurethane und Epoxidharze. Zu den hochmolekularen Verbindungen vom Polymerisationstyp gehören Polyvinylchlorid, Polyethylen, Polystyrol und Polypropylen. Hochpolymere und hochmolekulare Verbindungen sind die Grundlage der organischen Natur – tierische und pflanzliche Zellen, die aus Proteinen bestehen. Für die Herstellung vieler medizinischer Produkte werden häufig sowohl polymere Materialien, die auf natürlichen Rohstoffen basieren, als auch künstliche – synthetische und polymere Materialien – verwendet. Die meisten Verbände werden aus Polymermaterialien natürlichen Ursprungs hergestellt: Watte, Gaze und daraus hergestellte Produkte, Alignin sowie Nahtfäden (chirurgische Seide). Polymere sind die Basis von Kunststoffen, die bei der Herstellung verschiedener Instrumente, Teile medizinischer Geräte und Geräte verwendet werden. Polymere wie flüssige und feste Phenol-Formaldehyd-Harze haben in verschiedenen Industriezweigen und der Wirtschaft insgesamt breite Anwendung gefunden. Harze vom flüssigen Phenol-Formaldehyd-Resoltyp – Polykondensationsprodukt von Phenol und Formaldehyd in Gegenwart eines Katalysators mit oder ohne Zusatz modifizierender und stabilisierender Substanzen – geliefert in Form einer homogenen transparenten Flüssigkeit von rotbrauner bis dunkler Kirschfarbe mit einer durchschnittlichen Dichte von 1,2 g/cm 3. Sie werden bei der Herstellung von Wärme- und Schalldämmprodukten, Sperrholz, Span- und Faserplatten, Schleifwerkzeugen auf flexibler Basis, Glasfaser, Asbest und Asbest-Reibungsprodukten, Kohlefaser für Minenbedachungen usw. verwendet. Harzqualitäten: SFZh-303, SFZh -305 usw. Feste Phenol-Formaldehyd-Harze vom Novolak- und Resoltyp - Produkte der Polykondensation von Phenolen (oder ihren Fraktionen) und Formaldehyd in Gegenwart eines Katalysators mit oder ohne Zusatz von modifizierenden Substanzen. Erhältlich in Form von Pulver, Flocken und Krümel. Sie werden zur Herstellung von Kautschukmischungen, Formmassen, laminierten Kunststoffen, Lackleitsuspensionen, Korrosionsschutzfarben und -lacken und Klebstoffen, als Bindemittel für Schleifmittel und Formschalen, bei der Herstellung von Schaumstoffen, bei der Herstellung von Öllacken z der Farben- und Lackindustrie sowie der Lebensmittelindustrie. Die folgenden Harzqualitäten werden hergestellt: SF-010A, SF-010, SF-010M (modifiziert), SF-014 usw. 3. Kunststoffe: Thermoplast, Duroplast, gasgefüllt Kunststoffe - Kunststoffe sind Materialien, die auf der Basis einer hochmolekularen organischen Verbindung – einem Polymer – hergestellt werden, das als Bindemittel fungiert und die wichtigsten technischen Eigenschaften des Materials bestimmt. Abhängig von der Elastizität werden Kunststoffe in drei Gruppen eingeteilt: starr, Elastizitätsmodul 700 MPa, bis 70 MPa Kunststoffe werden monolithisch in thermoplastischer und duroplastischer sowie gasgefüllter Zellstruktur hergestellt. Zu den thermoplastischen Kunststoffen gehören Polyethylen niedriger Dichte, Polypropylen, schlagfestes Polystyrol, ABS-Kunststoffe, Polyvinylchlorid, Glasfaser, Polyamide usw. Zu den duroplastischen Kunststoffen gehören: Polyurethan-Hartschaumstoffe, Aminoplaste usw. К gasgefüllte Kunststoffe gehören Polyurethanschäume - gasgefülltes ultraleichtes Strukturmaterial. Thermoplast - Niederdruckpolyethylen – ein Produkt der Ethylenpolymerisation, das bei niedrigem Druck unter Verwendung komplexer metallorganischer Katalysatoren gewonnen wird. Grundmarken dieses Polyethylens: 20108-001, 20208-002, 20308-005 usw. Dichte von Polyethylen – von 0,931 bis 0,970 g/cm 3. Hochschlagfestes Polystyrol ist ein Produkt der Copolymerisation von Styrol mit Kautschuk oder anderen Weichmachern, das bessere mechanische Eigenschaften als Polystyrol für allgemeine Zwecke aufweist. Es hat eine hohe Härte, Schlagzähigkeit, Elastizität, Zugfestigkeit, Temperaturbeständigkeit im Bereich von +65 bis -40 °C. Aminoplasten - Duroplaste - Pressen von Harnstoff- und Melamin-Formaldehyd-Massen, die auf der Basis von Aminoharzen unter Verwendung von Füllstoffen (organisch, mineralisch oder einer Kombination davon), färbenden und modifizierenden Substanzen hergestellt werden. Ihre Hitzebeständigkeit beträgt laut Marten mindestens 100-180 °C, die Schlagzähigkeit liegt bei 3,9-29,4 KJ/m 2 (4-30 kgf × cm/cm 2), Schrumpfung – 0,2–0,8 %, spezifischer volumetrischer elektrischer Widerstand – 1? 10 11 -1×10 12 Ohm × cm Aus Aminoplasten werden durch Heißpressen Produkte für Haushalt, technische und elektrische Zwecke hergestellt. Insgesamt werden 11 Sorten von Aminoplasten hergestellt: KFA-1, KFB-1 usw. Polyurethanschäume - gasgefüllte Kunststoffe – ultraleichtes Strukturmaterial. Ausgangsstoffe für ihre Herstellung sind Polyester und Polyester, Isocyanate, Katalysatoren und Emulgatoren. Elastische Polyurethanschäume (PUFs) haben geschlossene, nicht kommunizierende gasgefüllte Zellen (Schaumstoffe) und kommunizierende Zellen (Schaumstoffe). Häufig wird der Oberbegriff „Schaumkunststoffe“ verwendet. Elastischer Schaum enthält 70 % luftvernetzte Poren. Es hat eine Dichte von 25-29 kg/m 3, gut beständig gegen Fäulnis und Substanzen, die bei der chemischen Reinigung von Produkten verwendet werden, seine Zugfestigkeit beträgt 0,07-0,11 MPa. Elastischer Polyurethanschaum wird bei der Herstellung von Polstermöbeln, Autositzen, Traktoren und anderen Produkten verwendet. Polyurethan-Hartschaum wird zur Herstellung von Stuhlkörpern, Dekorationselementen, als Wärme- und Schalldämmstoffe verwendet. Gefüllte Schaumkunststoffe (PPU) haben sich in den letzten Jahren stark verbreitet. 4. Elastomere Der Begriff „Elastomere“ wurde eingeführt, um die Bezeichnungen „Synthesekautschuke“ und auch „Naturkautschuk“ zu ersetzen. Elastomere sind Polymere, die über einen weiten Temperaturbereich eine hohe Elastizität aufweisen – die Fähigkeit, bei relativ geringen einwirkenden Belastungen erhebliche (von mehreren hundert bis 1000 % oder mehr) reversible Verformungen zu erfahren. Das erste elastische Material dieser Art war Naturkautschuk, der aufgrund seiner Ungiftigkeit bis heute nicht an Bedeutung bei der Herstellung von Elastomeren, auch für Medizinprodukte, verloren hat. Kautschuk wird aus Latex (Milchsaft der brasilianischen Hevea) gewonnen, der zu mehr als der Hälfte aus Wasser besteht und 34–37 % Kautschuk, 2–2,7 % Protein, 1,65–3,4 % Harz und 1,5–4,92 % Zucker enthält. Auf Plantagen, auf denen Naturkautschuk als Industrierohstoff aufbereitet wird, wird Latex mit organischen Säuren koaguliert, zu Wellplatten gerollt und in Rauchkammern bei einer Temperatur von +50 °C geräuchert. Rauchbestandteile spielen die Rolle von Antiseptika und Gummioxidationsstabilisatoren. Solche 2,5-3 mm dicken Bleche mit Waffeloberflächenmuster werden „Smoketsheet“ genannt. Sie stellen die häufigste Form von rohem Plantagenkautschuk dar. Die Daten der Elementaranalyse für raffinierten Kautschuk entsprechen der empirischen Formel C5H8 (Isopren). Synthetische Kautschuke (Elastomere) werden durch Polymerisation aus Monomeren unter Beteiligung von Katalysatoren (Prozessbeschleunigern) gewonnen. Der erste sowjetische synthetische Kautschuk wurde von S. D. Lebedev aus technischem Alkohol gewonnen. Derzeit werden mehrere Arten von synthetischen Kautschuken (Elastomeren) hergestellt, darunter Isopren, das sich kaum von natürlichem unterscheidet. Für medizinische Produkte wird Saloxan (Silikon)-Kautschuk verwendet, dessen Hauptpolymerkette aus Silizium- und Sauerstoffatomen besteht. Es ist hitzebeständig und physiologisch unbedenklich. Die Rohstoffe für die Herstellung von Synthesekautschuken sind Erdöl, Erdgas und Kohle. Die Umwandlung von Kautschuk oder einer "rohen" Kautschukmischung in elastischen Kautschuk (ein Material mit den erforderlichen Gebrauchseigenschaften) erfolgt durch Vulkanisation. Die Vulkanisation führt wie die Wärmebehandlung von Metallen und Legierungen zu einer Veränderung der Struktur von Gummi. Bei der Vulkanisation werden Elastomermoleküle durch chemische Bindungen zu einem räumlichen dreidimensionalen Netzwerk verbunden („vernetzt“), wodurch ein Werkstoff mit den erforderlichen elastischen und Festigkeitseigenschaften (Festigkeit, Elastizität, Härte, Reißfestigkeit, etc.). Das Hauptvulkanisationsmittel ist Schwefel; Tellur und Selen werden ebenfalls verwendet. Je mehr Schwefel dem Kautschuk zugesetzt wird, desto härter und unelastischer wird das Elastomer. In der modernen Produktion werden neben Vulkanisatoren häufig organische Beschleuniger verwendet, deren Anwesenheit die Schwefelmenge (bis zu 2% statt 10%) und die Vulkanisationstemperatur senkt. Es gibt Ultrabeschleuniger, dank denen die Vulkanisation bei Raumtemperatur statt bei einer Temperatur von +130-150 °C abläuft. 5. Gummi Kautschuke verschiedener Arten und Marken gehören zur Gruppe der elastischen Materialien - Elastomere. Kautschuke werden in geformte und nicht geformte Gummis unterteilt. Ungeformter Kautschuk umfasst eine große Gruppe sogenannter Rohkautschuke. Rohkautschuke werden unter den Nummern (10, 11, 14 usw.) in Form von Platten unterschiedlicher Dicke, die mit Talkum beschichtet sind (um ein Anhaften zu verhindern), oder in Form von Rollen mit einer Gewebedichtung (aus Kattun) hergestellt, die schützt auch das Gummi vor Anhaftung. Ungeformt roh Kautschuk wird durch Vulkanisation aus Kautschukmischungen auf Basis synthetischer oder natürlicher Kautschuke gewonnen. Das Hauptvulkanisationsmittel ist Schwefel, es werden aber auch Selen und Tellur verwendet. Je nach Sorte werden aus Rohkautschuk unterschiedliche Formteile mit bestimmten Eigenschaften hergestellt. Aus Rohkautschuk wird beispielsweise technischer Gummiplatten verschiedener Art gewonnen: säure-alkalibeständig, hitzebeständig, frostbeständig, lebensmittelecht usw. Frostbeständiger Kautschuk behält seine Eigenschaften bei Temperaturen bis zu -45 °C . Technische Gummiplatten mit einer Dicke von 3-4 mm werden für die Herstellung von Dichtungen in Flanschverbindungen von Kaltwasserleitungen verwendet, und Gummi mit Gewebedichtung (aus synthetischem Gewebe) wird auch für den Transport von Warmwasser mit höheren Temperaturen verwendet bis +100 °C. Aus Rohkautschuk werden verschiedene Gummiprodukte - Kupplungen, Ringe, Ventile, verschiedene Dichtungen usw. - unter Verwendung der folgenden Formgebungsverfahren gewonnen: Pressen, Extrudieren und Spritzgießen. Der Prozess des Pressens von Gummiprodukten findet in hydraulischen Vulkanisierpressen unter einem Druck von 100-300 atm statt. und bei einer Temperatur von +140-160 °C. Bei der Herstellung von Polstermöbeln wird häufig Moosgummi verwendet, ein Material auf der Basis von synthetischem oder natürlichem Kautschuk. Für die Herstellung von Schaumgummi wird eine Latexmischung verwendet, die 18-21 Stunden aufbewahrt, aufgeschäumt und vulkanisiert und anschließend getrocknet wird. Moosgummi wird in Form von Platten oder Möbelformteilen hergestellt. In Bezug auf Dehnbarkeit, Elastizität, Restverformung ist Moosgummi ein ideales Material für Polstermöbel. Schaumgummi selbstbelüftend und gekühlt, indem Luft durch kommunizierende Poren geleitet wird. Um das Gewicht von Möbelelementen aus Schaumstoff zu reduzieren, werden sie mit Hohlräumen hergestellt. Um jedoch erheblichen Belastungen standhalten zu können, sollte das Volumen der Hohlräume 40% des Volumens des gesamten Elements nicht überschreiten. An Kautschuke, die für die Herstellung bestimmter Produktgruppen bestimmt sind, gelten zusätzliche Anforderungen, um sicherzustellen, dass die Produkte ihren funktionalen Zweck erfüllen und zuverlässig im Betrieb sind. Derzeit produziert die Industrie Gummiplatten in drei Qualitäten: hitzebeständig, säure-alkalibeständig (TMKShch); begrenzt öl- und benzinbeständig (OMB); hoch ölbeständig (PMB), die wiederum nach der Härte des verwendeten Gummis unterteilt werden: weich (M) für den Einsatz bei Temperaturen von -45 °C bis +90 °C; mittlere Härte (C) – bei Temperaturen von -60 °C bis +80 °C, erhöhte Härte (P) – bei Temperaturen von -60 °C bis +80 °C. 6. Dichtungsmittel Dichtstoffe (Dichtstoffe) Sie werden fast überall eingesetzt – im Bauwesen, im Wohnungs- und Kommunalwesen, im Maschinenbau, in der Möbelproduktion, im Alltag und bei diversen Reparaturarbeiten. Dichtstoffe sind Polymerzusammensetzungen in Form von Pasten, Spachtelmassen oder Flüssigkeiten, die nach dem Auftragen auf die Oberfläche sofort oder nach einiger Zeit durch Vulkanisation der Polymerbasis verdicken. Zur Herstellung von Dichtstoffen werden flüssige Synthesekautschuke und spezielle Additive verwendet. Die Industrie produziert verschiedene Arten von Dichtstoffen: Dichtstoffe für Baufassaden, Naht-Thiokol- und Acrylat-Dichtstoffe, Gummi-Silikon-Dichtstoffe für den Bau, Acryl-Dichtstoffe. Im Glasbau werden zur Fugenabdichtung vor allem die Thiokol-Dichtstoffe 7-30M und UT-31 eingesetzt, die bei Temperaturen von +18 °C bis +30 °C vulkanisieren. Im Wohnungsbau und im kommunalen Versorgungssystem wird das Silikondichtmittel KLT-30 häufig zum Abdichten von Gewindeverbindungen im Temperaturbereich von -60 °C bis +200 °C verwendet. In den letzten Jahren wurden viele Marken von Dichtungsmassen ausländischer Unternehmen nach Russland importiert: DAP, KVADRO, KIMTEC, KRASS. Verglichen mit anderen ähnlichen Materialien sind Dichtstoffe feuchtigkeitsbeständig, gasdicht und langlebig. Dichtstoffe auf Basis von Polyisobutylen werden zum Abdichten von Außenfugen zwischen Elementen großflächiger Gebäude verwendet. Dichtstoffe gehören wie Gummi zur Gruppe der Elastomere. Die am weitesten verbreiteten Thiokol-Dichtstoffe, die sich durch Vielseitigkeit auszeichnen. Die russische Industrie produziert die folgenden Marken von Thiokol-Dichtstoffen: 1) U-30M. Lieferung komplett mit schwarzer Dichtpaste U-30, Vulkanisator Nr. 9 und Vulkanisationsbeschleuniger – Diphenylguanidin, unmittelbar vor Gebrauch im Verhältnis 100:7:0,35 Masseteile gemischt. Entwickelt zum Abdichten von Metallen (außer Messing, Kupfer, Silber) und anderen Verbindungen, die in verdünnten Säuren und Laugen, flüssigen Brennstoffen und Luft unter allen klimatischen Bedingungen bei Temperaturen von -60 °C bis + 130 °C eingesetzt werden; 2) UT-31 – hellgraue Paste U-31, Vulkanisator Nr. 9 und Vulkanisationsbeschleuniger, zum Abdichten von Metall (außer Messing, Kupfer, Silber) und anderen Verbindungen, die in Luft und flüssigen Brennstoffen bei Temperaturen von -60 °C eingesetzt werden bis +130 °C und bis +150 °C - kurzzeitig an der Luft; 3) 51-UT-36A (mit Klebstoff) und 51-UT-36B (ohne Klebstoff) – dunkelgraue, kittartige Paste U-36, Epoxidharz E-40 (für 51-UT-36B) und Dichromiumsoda als Vulkanisator; im Instrumentenbau verwendet. Für die Abdichtung verschiedener Fugen und Nähte bei Temperaturen von +200 °C bis +300 °C sind hitzebeständige Siloxandichtstoffe auf Basis flüssiger Siloxankautschuke vorgesehen. Die Marken der neuen Silox-Dichtstoffe sind: Elastosil 11-01, Silpen. VPT-2L, KL-4, KLT-30, KLSE, VGO-2, KLVAE usw. Es werden auch hitze- und kraftstoffbeständige Dichtstoffe auf Basis fluorhaltiger Kautschuke der folgenden Marken hergestellt: VGF- 1, VGF-2, 51-G-1 usw. VORTRAG Nr. 13. Glas. Dekorative Materialien 1. Glas: anorganisch und organisch In verschiedenen Industrien, im Bauwesen und anderen Wirtschaftszweigen werden anorganische und organische Gläser verwendet. anorganisches Glas unterteilt in Technik, Bau und Haushalt. Bauglas wiederum wird in Konstruktions-, Veredelungs-, Schall- und Wärmeisolierung unterteilt. Nach Oberflächenqualität Glas ist poliert und unpoliert, gefärbt und farblos. Je nach Härtungsverfahren - gewöhnlich, geglüht, gehärtet und durch chemische oder andere Mittel gehärtet. Je nach Profil wird Glas flach, wellig, gebogen und profiliert hergestellt. Glas anorganisch Gebäude hat eine breite Anwendung im Bauwesen gefunden: zum Verglasen von Lichtöffnungen in Wänden, Laternen (in den Dächern verschiedener Gebäude). Anorganisches Glas wird durch Abkühlen einer Schmelze gewonnen, die reinen Quarzsand (Silica), Natriumsulfat und Kalkstein enthält. Die größte Anwendung für die Verglasung von Fenster- und Türblöcken, Trennwänden wurde von Flachfensterglas der Klassen 1 und 2 erhalten. Die Dichte dieses Glases beträgt 2000-2600 kg/m 3, Lichtdurchlässigkeit - 84-87 %, Wärmeleitfähigkeit ist gering. Die Industrie produziert auch gemustertes Flachglas der Klassen 1 und 2, farblos und gefärbt mit Reliefmuster; thermisch poliertes Flachglas, farbiges Flachglas (rot, blau, grün, gelb), glatt, gefärbt und farblos; mit glatter, gerillter oder gemusterter Oberfläche; unverstärkt und mit Stahlgewebe verstärkt (erhältlich in 3 Ausführungen: Kanalprofil; Kastenprofil – mit einer oder zwei Nähten; Rippenprofil); Mit Metallgewebe verstärktes Flachglas – klar und farbig, glatt und gewellt, gemustert. Organisches Glas - ein Produkt aus ungesättigten Polyesterharzen, einem transparenten Polymer. Es ist in technische, strukturelle, Blech-, Beleuchtungs- und Uhrmacherei unterteilt. Technisches organisches Glas ist ein plastifiziertes und nicht plastifiziertes Polymer (Copolymer) von Methacrylsäuremethylester, das in verschiedenen Industrien und Haushalten im Allgemeinen weit verbreitet ist. Der Standard sieht drei Marken von TOSP-Glas vor: technisches organisch plastifiziertes Glas; TOSN – technisches organisches Glas, weichmacherfrei; TOSS – technisches organisches Copolymerglas. Physikalische und mechanische Eigenschaften von technischem organischem Glas: Erweichungstemperatur (abhängig von der Dicke) – 92–130 °C, Schlagfestigkeit – 6–9 kJ/m 2 (6–9 kgf – Dichte bei 20 °C), Transparenz (bei einer Dicke von bis zu 30 mm) – 85–88 %, Überhitzungsschrumpfung bei 40 °C für 1 Stunde – 3,5–4 %, Zugbruchspannung – 60 -80 MPa (600–800 kgf/cm). 2) beträgt die relative Bruchdehnung 2-2,5 %. Strukturelles organisches Glas wird in drei Qualitäten hergestellt: SOL – plastifiziertes organisches Glas; ST-1 – unplastifiziertes organisches Glas und 2-55 – Copolymerglas. Diese Marken von organischem Glas werden als Strukturmaterial im Instrumenten- und Aggregatebau verwendet. 2. Sitalls, Metallbrille Glaskeramik (Glaskeramik) - glaskeramische Materialien auf Glasbasis, die sich von letzterem durch eine keramikähnliche Kristallstruktur unterscheiden, jedoch mit kleineren Kristallen (von Bruchteilen bis zu 1-2 Mikrometern) und einer dichteren Packung, wodurch jegliche Porosität des Materials ausgeschlossen wird. Sitalls werden hergestellt, indem eine Glascharge spezieller Zusammensetzungen unter Zusatz von Kristallisation geschmolzen, die Schmelze auf einen plastischen Zustand abgekühlt und daraus Produkte mit glastechnologischen Methoden (Pressen, Blasen, Strecken) geformt werden. Formteile werden einer speziellen Wärmebehandlung unterzogen, um eine feinkristalline, dichte Struktur zu bilden, die für Glaskeramiken charakteristisch ist. Aufgrund ihrer chemischen Zusammensetzung werden Glaskeramiken in folgende Gruppen eingeteilt: STL – Spodumen; STM – Cordierit; STB – Bor-Barium und Bor-Blei, hochsiliziumhaltig, Fotositale. Glaswaren der Marke STL enthalten Lithium, Glaswaren der Marke STM enthalten Magnesium. Sitalls können transparent, undurchsichtig, weiß, cremefarben und farbig sein. Nach Eigenschaften Glaskeramiken werden unterteilt in: chemisch beständig, verschleißfest, optisch, elektrisch isolierend und hitzebeständig. Chemisch beständige und verschleißfeste Glaskeramiken werden zur Herstellung von Schornsteinen, Kolben, Teilen von chemischen Pumpen, Reaktoren und chemischen Geräten verwendet, wo eine hohe Hitzebeständigkeit und Gas-Flüssigkeits-Undurchlässigkeit erforderlich sind. Bei der Herstellung von synthetischen Fasern werden verschleißfeste Glaskeramiken für Fadendrähte und einige andere Teile von Textilmaschinen verwendet; Darüber hinaus werden sie zur Herstellung von Instrumenten zur Längen- und Winkelmessung verschiedener Produkte verwendet. Optische Glaskeramiken mit TCLE (thermischer Widerstand) nahe Null werden vor allem für die Herstellung von astronomischen Spiegeln und Lasern verwendet. Elektrisch isolierende Glaskeramik Aufgrund ihrer elektrischen Eigenschaften, insbesondere bei hohen Temperaturen, werden sie für die Herstellung von Funk- und elektronischen Geräten und Anlagen, verschiedenen Geräten, die unter Bedingungen variabler Temperatur und Feuchtigkeit arbeiten, sowie von Isolatoren, die im Hochspannungsmodus arbeiten, verwendet. Hitzebeständige Glaskeramiken mit TLKR nahe Null werden als Konstruktionsmaterialien für Geräte verwendet, die unter variablen thermischen Belastungen arbeiten, sowie bei der Herstellung von Wärmetauschern. Metallglas haben die gleiche Struktur wie die Si-Talls, nur die Beschichtung ist metallisch. Der Grundzusammensetzung werden bei der Herstellung solcher Gläser (die sich nach Zweck und Einsatzgebiet metallischer Gläser richten) bestimmte Metallverbindungen zugesetzt, aus denen bei einer bestimmten Temperatur in einer speziellen Atmosphäre (Schmelzmedium) eine Metallbeschichtung entsteht auf der Oberfläche der Glasmasse freigesetzt. Metallgläser werden vor allem in der Elektrotechnik eingesetzt. Metallische Gläser werden auch durch Heißspritzen auf eine Glaskeramik hergestellt (z. B. Aufbringen einer 0,5–1 mm dicken Aluminiumschicht). Eine solche Beschichtung widersteht einer schnellen Temperaturänderung trotz des signifikanten Unterschieds im TLC von Aluminium und Glaskeramikmaterial. 3. Polymorphe Modifikationen von Kohlenstoff und Bornitrid Es ist in verschiedenen Industriezweigen und vor allem im Maschinenbau weit verbreitet. kubisches Bornitril (CBN) - eine kristalline kubische Modifikation einer Bor-Stickstoff-Verbindung, die mithilfe einer für die Herstellung synthetischer Diamanten typischen Technologie synthetisiert wird. Aufgrund unterschiedlicher technologischer Faktoren werden verschiedene Arten von kubischem Bornitrid hergestellt – Elbor, Elbor-R, Cubonit, Ismit, Hexanit usw. Kubisches Bornitrid und seine Varianten werden in Karat gemessen, ihre Klassifizierung nach Korngröße liegt ebenfalls nahe bei Normen für die Verarbeitung von Stählen und Eisenlegierungen. In den letzten Jahren wurden CBN-Polykristalle mit einer Größe von bis zu 12 mm erhalten. Superharte Materialien auf Basis von Bornitrid – Elbor-R und Ismite – werden im Maschinenbau häufig verwendet. In puncto Schneideigenschaften und Verschleißfestigkeit sind sie metallkeramischen Hartlegierungen und Mineralkeramiken um ein Vielfaches überlegen. CBN-R-Fräser werden in zwei Ausführungen hergestellt: vorgefertigt, bei dem CBN-Werkstücke an einem im Fräserkörper installierten Übergangseinsatz befestigt werden, und massiv, bei dem die CBN-R-Werkstücke direkt am Werkzeugkörper befestigt werden, indem sie mit Flüssigkeit gefüllt werden ( geschmolzenes Metall. Die Verwendung von CBN-R ermöglicht eine hohe Produktivität und Sauberkeit der behandelten Oberfläche. Der effektivste Einsatz von CBN-R ist die Bearbeitung von gehärteten Stählen durch Drehen statt Schleifen und beim Bohren von Löchern. Der superharte Werkstoff Ismit, gewonnen auf Basis von Bornitrid (Modifikation), weist beim Drehen von gehärteten Stählen eine höhere Beständigkeit auf als harte Legierungen. Die kubische kristalline Modifikation von Kohlenstoff sind Diamanten - natürlich und synthetisch, die in Säuren und Laugen unlöslich sind, eine hohe Härte aufweisen und zur Herstellung von Schneidern, Glasschneidern, Spitzen zur Messung der Härte von Metallen usw. verwendet werden. 4. Verbundwerkstoffe In verschiedenen Sektoren der Wirtschaft des Landes, einschließlich des Bauwesens, werden verschiedene Verbundwerkstoffe auf der Basis von gehacktem Holz häufig verwendet: Spanplatten, Faserplatten, Holzbeton, Faserplatten, zementgebundene Spanplatten und Holzklebstoffzusammensetzungen. Spanplatten werden durch Heißpressen von mit einem Bindemittel vermischten Holzpartikeln hergestellt. Solche Platten werden häufig im Bau- und Möbelbau eingesetzt. Plattenabmessungen: Länge von 1830 mm bis 5680 mm, Breite von 1220 mm bis 2500 mm, Dicke von 8 mm bis 28 mm. Nach den physikalischen und mechanischen Eigenschaften werden Spanplatten in die Klassen P-A und P-B eingeteilt – nach Oberflächenqualität mit regelmäßiger und fein strukturierter Oberfläche; je nach Grad der Oberflächenbehandlung – poliert und unpoliert; hinsichtlich der hydrophoben Eigenschaften – mit normaler und erhöhter Wasserbeständigkeit; haben einen Nachteil: geringe Zugfestigkeit senkrecht zu den Schichten. Faserplatten werden aus Abfällen aus der Verarbeitung von Nadel- und Laubholz hergestellt. Je nach Dichte und Biegefestigkeit werden Holzfaserplatten in weich (M-4, M-12, M-20), halbhart (PT-100), hart (T-350, T-400), superhart - ( ST-500). Aufgrund ihrer technischen Eigenschaften sind sie bio-, feuer-, feuchtigkeitsbeständig und schallabsorbierend. Weichfaserplatten werden im Bauwesen als Material zur Wärme- und Schalldämmung von Wänden, Trennwänden, Decken, Zwischendecken usw. verwendet. Halbhartfaserplatten werden zur Verkleidung von Wänden und Decken von Wohn- und öffentlichen Räumen verwendet. Harte und extraharte Faserplatten werden häufig in der Möbelherstellung (für die Rückwände von Schrankmöbeln, die Böden von Schubladen usw.), im Bauwesen – zur Verkleidung von Wänden, Decken usw. – verwendet. Solche Platten werden in einer Dicke von 2,5 hergestellt -10 mm. Unter dem Markennamen „MDF-Platten – Medium Density Firebrands“ werden im Ausland in großen Mengen mittelharte Faserplatten mit einer Dicke von 10 bis 30 mm für die Herstellung moderner Möbel als Ersatz für Sperrholz und Naturholz hergestellt. In den letzten Jahren wurden im Bauwesen häufig verschiedene Produkte aus Holzbeton verwendet, die aus zerkleinerten Holzabfällen, einem Bindemittel – Portlandzement, Zusatzstoffen – flüssigem Kalziumchlorid, Aluminiumsulfat und Kalk hergestellt werden. Arbolite Es wird zur Herstellung von Wandpaneelen und verschiedenen wärmeisolierenden Produkten verwendet. Als Umfassungskonstruktionen beim Bau von Holzhäusern, Bauernhöfen und verschiedenen Gebäuden in ländlichen Gebieten, Zementplatten, die aus Holzspänen, Portlandzement und chemischen Zusätzen hergestellt werden. Die Platten werden in folgenden Größen hergestellt: 1200? 3600 mm, Dicke 8-25 mm; ihre Dichte liegt im Bereich von 1100–1400 kg/m 3, Biegefestigkeit - 9-12 MPa. Für die Herstellung von geformten Behältern sind sie weit verbreitet Holzklebstoffzusammensetzungen, bestehend aus zerkleinertem Holz und einem Bindemittel - Harnstoff-Formaldehydharzen unter Zusatz von Paraffin. 5. Synthetische Verkleidungsmaterialien In den letzten zehn Jahren wurde eine Vielzahl von synthetischen Verkleidungsmaterialien zur Dekoration der Innenräume von Büros, verschiedenen Räumlichkeiten und Außenarbeiten verwendet, die das knappe Messerfurnier ersetzten.Darüber hinaus haben sie die Veredelungstechnologie, insbesondere solche Verkleidungen, stark vereinfacht Materialien wie Dekorfolien auf Basis von Klebstoff- und Polymermaterialien ). Derzeit wird die Technologie zum Erhalten von Filmmaterialien mit Imitation "echter" Poren verwendet. Eine solche Folie der Marken PDSO und PDO (ohne Klebeschicht) wird zum Furnieren von Möbeln und zur Innenausstattung von Autos verwendet. Die Folie PDO-A-020 wird in der Luftfahrtindustrie zur Lackierung von Flugzeugkabinen eingesetzt. Filme auf Basis von Polymermaterialien werden aus Zusammensetzungen von Polyvinylchlorid, Polypropylen, Polyester usw. hergestellt. Die oben genannten Folien PDO und PDSO sind Polyvinylchlorid (ebenfalls importiert). Seit kurzem werden Polyvinylfluoridfilme (PVF), die gute Gebrauchseigenschaften aufweisen, zum Furnieren verschiedener Holzprodukte (Türverkleidungen, Möbel) sowie von Wänden und Paneelen, Innenelementen verwendet. Für diese Zwecke werden neben der PVF-Folie selbstklebende Folien auf Basis eines Copolymers aus Vinylchlorid und Vinylacetat der Sorte VA verwendet, die von der Firma Skoch hergestellt werden. Diese Folien werden transparent, farbig, mit Metallisierungseffekt hergestellt. Sehr gefragt bei verschiedenen Verbrauchern schützende Klebebänder Polymerbasierte Typen LT-38, LT-50, die zum Schutz des Kantenmaterials vor Farb- und Lacktropfen bei der Veredelung von Platten verwendet werden. Klebebänder sind eine Polymerbasis – ein Film mit einer Dicke von 35–50 Mikrometern, auf den eine dünne Klebeschicht aufgetragen wird. Bei der Herstellung von Arbeitsplatten, Fensterbänken, Türen, Sanitäranlagen werden häufig Laminate (eine Art synthetisches Verkleidungsmaterial) verwendet. Laminate sind hitzeverfestigte Laminate, die durch Pressen von Papier bei hoher Temperatur erhalten werden. Die Papierbasis des Laminats ist mit Phenolharz imprägniert, die Außenschichten mit Melamin. Laminate sind verschleißfest, lebensmittelverträglich, leicht zu reinigen, nicht brennbar und feuchtigkeitsbeständig. Für die Polsterung von Möbeln sind die Veredelungen verschiedener Transportarten weit verbreitet Kunstleder: Polster-Vinyl-Kunstleder, Polster-Vinylleder porös-monolithisch, Polster-Kunstleder porös-monolithisch usw. Kunstleder sind auch bei Schuhherstellern sehr gefragt. In den letzten Jahren werden für die Veredelung von Wohn- und öffentlichen Innenräumen neue Materialien verwendet – sehr originelle Kunststeine mit unterschiedlichen Designs mineralische Acrylplatten. Sie sind wie Natursteine hart, haben unterschiedliche Strukturen, sind abriebfest und lassen sich relativ leicht verarbeiten. Zur Abdeckung der Fassadenflächen von Schlafzimmermöbeln, Büromöbeln und Kindermöbeln werden auch poröse monolithische Folien mit einer oberen monolithischen Oberfläche und einer unteren porösen Schicht verwendet (Dicke 1,2–1,5 mm, Breite 600–1360 mm, Rolle). Länge - 30- 50 m). 6. Dekorative Laminate Dekorative Laminate werden seit vielen Jahren für die Veredelung von Wohn-, öffentlichen und Industriegebäuden, Innenräumen verschiedener Fahrzeuge, für die Verkleidung der Arbeitsflächen von Küchen-, medizinischen und gewerblichen Möbeln verwendet. Kunststoffe dieser Art haben gute physikalisch-mechanische und dekorative Eigenschaften, sind gut zu verarbeiten, beständig gegen hohe Temperaturen, gegen Stöße und Abrieb, gegen die Einwirkung von Wasser, Dampf sowie Nahrungsmitteln und Haushaltsflüssigkeiten (Tee, Kaffee, Wodka, Ethyl Alkohol usw.) d.). Die Dichte von DBS-Kunststoffen beträgt nicht weniger als 1,4 g/cm 3, Bruchspannung bei Zug – nicht weniger als 63,6 MPa, bei Biegung – 98 MPa (für Klasse A – 17,6 MPa), Wasseraufnahme nicht mehr als 4 %, Hitzebeständigkeit – von + 120 bis + 140 °C. DBS-Kunststoffe werden in die Klassen A, B, C eingeteilt – abhängig von der Qualität der Frontoberfläche und den physikalischen und mechanischen Eigenschaften. Kunststoff der Güteklasse A wird unter Betriebsbedingungen verwendet, die eine erhöhte Verschleißfestigkeit erfordern, beispielsweise für Tischplatten. Kunststoff der Klasse B wird unter weniger erschwerten Betriebsbedingungen verwendet – zur Bearbeitung vertikaler Flächen. Als Ziermaterial wird Kunststoff der Güteklasse B verwendet. Dekorative Laminate (DBSP) sind mit duroplastischen Harzen imprägnierte Blätter aus komprimiertem Papier. Bei der Herstellung von DBSP wird auf eine Dekorschicht aus Papier (einfarbig oder mit Muster) eine mit Melamin-Formaldehyd-Harz imprägnierte Schutzschicht aufgebracht. Für die Herstellung eines Schutzfilms wird hochveredelte Zellulose aus Hartholz oder Baumwolle verwendet. DBSP wird in einfarbigen, verschiedenfarbig bedruckten Mustern hergestellt, die Edelholz, Stein, Marmor, Stoff, Leder usw. imitieren. Diese Kunststoffe werden absichtlich in Struktur-, Verkleidungs- und Formkunststoffe unterteilt. Strukturelle DBSP haben eine Dicke von mehr als 1 mm und werden in verschiedenen Ausführungen verwendet. Kunststoff gegenüber elastischer und haben eine Dicke von bis zu 1 mm, werden als Ausrüstungsmaterial verwendet. Je nach Betriebsbedingungen werden die Oberflächen von Möbeln und anderen Plattenarten gegenüber Spanplatten in zwei Hauptgruppen eingeteilt. Gruppe I – Arbeits- und Frontflächen von gewerblichen und anderen Möbeln, die direkt der äußeren Umgebung ausgesetzt sind; DBS-Kunststoffe der Gruppe II werden auf den Frontflächen von Küchen-, Kinder- und anderen Möbelprodukten verwendet, die nicht ständig Feuchtigkeit, Hitze und anderen Faktoren ausgesetzt sind. Geformtes DBSP kann unter dem Einfluss von Hitze und Druck seine Form verändern. Sie werden zur Verkleidung von Formteilen mit komplexen Rundungen oder Ecken verwendet. Eine einzige Schicht aus geformtem DBS-Kunststoff bedeckt die Oberfläche und den Rand des Teils – diese Technologie wird als bezeichnet Nachformung. DBS-Kunststoffe werden mit einer Länge von 400–3000 mm, einer Breite von 400–1600 mm und einer Dicke von 1,0 hergestellt; 1,3; 1,6; 2,0; 2,5 und 3,0 mm. Die Rückseite des Kunststoffs ist 1,0 mm dick; 1,3 und 1,6 mm sollten rau sein. Zum Verkleben von DBS-Kunststoffen werden verschiedene Klebstoffe verwendet – PVA, Bustylat, Epoxid sowie KN-2-Mastix. VORTRAG Nr. 14. Isolierstoffe 1. Klassifizierung von Wärmedämmstoffen Beim Bau von Industrieanlagen, Zivilbauten und begleitenden Wärme- und Wasserleitungen werden mit Hilfe verschiedener Arten von wärmeisolierenden Materialien vor den Auswirkungen negativer Temperaturen geschützt. Unterteilen Sie Wärmedämmstoffe in: 1) Konstruktion; 2) Polymer. Bau Wärmedämmstoffe nach Struktur es gibt: 1) faserig; 2) zellular; 3) körnig. Und je nachdem Rohstoff: 1) anorganisch (Schaumglas, Leichtbeton mit Füllstoffen, Mineralwolle); 2) organisch (Schaumkunststoffe, Wabenkunststoffe, Fibrolit, Holzfaser- und Torfplatten usw.); 3) Polymer. Auf Form und Aussehen Wärmedämmstoffe werden unterteilt in: 1) Stück (Platten, Halbzylinder, Blöcke, Leichtziegel usw.); 2) gerollt und geschnürt (Zöpfe, Matten, Schnüre); 3) lose und lose (Glas- und Mineralwolle, Perlitsand usw.). Auf Steifigkeit Wärmedämmstoffe werden unterteilt in: 1) hart, erhöhte Steifigkeit; 2) starr; 3) halbstarr; 4) weich. Auf Wärmeleitfähigkeit Sie werden in drei Klassen eingeteilt: 1) A - niedrige Wärmeleitfähigkeit; 2) B - mittel; 3) B - erhöht. Der Hauptindikator für Wärmedämmstoffe ist der Wärmeleitfähigkeitskoeffizient, der bei den meisten im Bereich von 0,02 bis 0,2 W / m liegt? °C. Auf Entflammbarkeit Wärmedämmstoffe werden hergestellt: 1) feuerfest; 2) langsam brennend; 3) brennbar. Polymer Wärmedämmstoffe werden unterteilt in: 1) starr, mit einer Druckfestigkeit von 5 quetschen = 0,15 MPa; 2) halbstarr; 3) elastisch mit 5 quetschen = 0,01 MPa. Polymere Wärmedämmstoffe für Bauzwecke sind langlebig, haben ein breites Spektrum an Verformungseigenschaften, sind chemisch und wasserbeständig. 2. Arten von Wärme- und Schalldämmstoffen Für die Wärmedämmung von Rohrleitungen mit einem Durchmesser von 15-25 mm und den entsprechenden Absperrventilen wird weit verbreitet ein mit Segeltuch genähtes Gewebe aus Abfallglasfasern der Klassen KhPS-T-5,0 und KhPS-T-2,5 verwendet, das entwickelt wurde für eine maximale Temperatur von +450 ° C, hat eine durchschnittliche Dichte von 400-500 kg/m 3, Wärmeleitfähigkeit - 0,053 W/(m × °C), ausgelegt für Temperaturen bis + 300 °C, schwer brennbar. Matten aus Glasstapelfaser auf einem synthetischen Bindemittel der Marke MT-35 sind für die Wärmedämmung von Rohrleitungen mit einem Durchmesser von 57 bis 426 mm bestimmt und haben eine durchschnittliche Dichte von 60 kg/m 3, Wärmeleitfähigkeit 0,047 W/(m × °C), maximale Anwendungstemperatur +180 °C, schwer entflammbar. Wärmedämmschnur aus Mineralwolle Güteklasse 200 wird zum Isolieren von Rohrleitungen mit einem Durchmesser von bis zu 108 mm einschließlich Absperrventilen verwendet, bzw. hat eine Dichte von 220 kg / m 3, Wärmeleitfähigkeit 0,056 W/(m × °C), maximale Anwendungstemperatur von +150 °C bis +600 °C, feuerfest in einer Glasfaserhülle, in anderen Fällen – feuerfest. In Russland wurden in den letzten Jahren wärmedämmende Materialien aus URSA-Glasfaser weit verbreitet. URSA-Produkte werden beim Bau aller Arten von Gebäuden, zur Isolierung von Geräten und Rohrleitungen, Fahrzeugen verwendet. Produziert in Form von Rollen, Platten mit einer Dichte von 13-75 kg/m 3 und Matten mit einer Dichte von 10-25 kg/m 3, 40-140 mm dick. Derzeit ist das in Russland hergestellte wärmeisolierende Material Penophile bei verschiedenen Verbrauchern sehr gefragt. Dieses Material besteht aus Polyethylenschaum und einer polierten Aluminiumfolienbeschichtung, hat eine geringe Wärmeleitfähigkeit, einen hohen Widerstand gegen Wasserdampfdiffusion; zur Isolierung von Wänden, Fußböden, zur Isolierung von Rohrleitungen, Tanks und Ventilen in Wasserversorgungs- und Heizungssystemen usw. Mit italienischer Technologie produziert die russische OJSC „Kinex“ extrudierten Polystyrolschaum „Peno-Plex“ – Schaumkunststoff mit geschlossener, homogener Zellstruktur. In Bezug auf die Wärmedämmeigenschaften ist dieses Material Blähtonbeton und Schaumbeton um das 5- bis 10-fache überlegen, Glaswolle und Mineralfaserplatten um das 2- bis 3-fache und hat eine Dichte von 30 bis 45 kg/m 3, die Brammen haben eine Breite von 600 mm und eine Länge von 1 bis 4,5 m und eine Dicke von 30 bis 100 mm; Es wird zur Wärmedämmung von Dächern, Böden, Kellern von Wohn- und öffentlichen Gebäuden, Schwimmbädern usw. verwendet. Zur Schalldämmung werden elastische Polyvinylchloridschäume der Klassen PVC-E, Vinylopor, D, M und C verwendet, die offen sind zelluläre Porosität. Halbharter Polystyrolschaum und Vinipor PZh werden zur Herstellung von Profilprodukten mit schallabsorbierenden Eigenschaften verwendet. Schallschutzmaterialien sind auch: PE-2-Schaum, PE-5- und PE-7-Schaum; Sie werden auch zur Wärmedämmung verwendet. Schallabsorbierende und schalldämmende Baumaterialien und -produkte können die gleichen Materialien sein, die zur Wärmedämmung verwendet werden: Glaswolle, Mineralwolle, Schaumkunststoffe verschiedener Arten und Marken. 3. Imprägniermaterialien Im Bauwesen sowie im Wohnungs- und Kommunalwesen werden häufig verschiedene Abdichtungsmaterialien verwendet, die Gebäudestrukturen, Gebäude und Bauwerke vor den schädlichen Auswirkungen von Wasser und chemisch aggressiven Flüssigkeiten – Laugen, Säuren usw. – schützen sollen. Nach Vereinbarung Abdichtungsmaterialien werden in Antifiltrations-, Korrosionsschutz- (Metall), Farben und Lacke, Glasemails, Oxidfilme, Gummi-, Kunststoff- und bituminöse Schmiermittel und Versiegelungen (Pasten, Kitte oder Lösungen) unterteilt. Abdichtungsmaterialien nach Art des Grundmaterials sind: Asphalt (Bitumen, Asphaltkitt), Mineral (Zemente, Magnesia-Bindemittel, Dolomit, Kalk-Nephelin-Bindemittel usw.) und Metall. Die folgenden Abdichtungsmaterialien werden im Bauwesen sowie im Wohnungs- und Kommunalwesen häufig verwendet: Folie (Polyethylen, Polypropylen und andere, insbesondere „PIL“ – Isolierfolie mit Klebeschicht), Seil und in Form von Platten (Polyisobutylen, Gummi). ), Mastix (Bitumen, Polyisobutylen) und gerollt (Pergamin, Dachpappe, Dachpappe). Mastix- und Rollenabdichtungsmaterialien werden auf künstlicher Basis und auf Basis natürlicher Materialien, Seile und Folien hergestellt – ausschließlich auf Polymerbasis. Ein gutes Imprägniermaterial sind organische Bindemittel Bitumen. Naturbitumen ist eine schwarze Substanz, geruchlos, erweicht bei einer Temperatur von + 35-90 ° C und härtet beim Abkühlen wieder aus. Künstliches Bitumen wird durch Destillation von natürlichem Bitumen (Restteer) oder aus der Altölraffination (regenerierter Teer) gewonnen. Auf der Basis von Bitumen wird Mastix RB (Gummibitumen) hergestellt, der ein gutes Abdichtungsmaterial ist. Vor dem Auftragen von wasserdichten Beschichtungen auf Wände werden die Fundamente mit Zementmörtel (unter Verwendung von sulfatbeständigem Zement) unter Zusatz von Ceresit, flüssigem Glas und Natriumaluminat wasserdicht gemacht. Die größte Anwendung wurde bei der Durchführung der Abdichtung verschiedener Gebäudestrukturen gefunden polymere Materialien des Films, die vier Marken produzieren: „T“ – für die Abdichtung beim Bau von temporären Bauten und Schutzunterkünften; "B und B" 1" - zur Verwendung bei der Abdichtung von Rekultivierungs- und Wassermanagementstrukturen; "M" - zur technischen Abdichtung. Abdichtungsfolien aus Polyethylen werden mit einer Dicke von 0,015 bis 0,5 mm, einer Breite von 800 bis 6000 mm und einer Länge von mehr als 50 m hergestellt. eine Dichte von 910-929 kg/m 3. Bei Bauherren besteht eine große Nachfrage nach Polyvinylchloridfolien für allgemeine Zwecke (Klasse „ON“) und zur Abdichtung (Klasse „P“). Spezielle Folien zur Abdichtung der Klasse „P“ haben folgende Eigenschaften: Dicke 0,03–0,27 mm, Breite – 15 g /M 2, Wasseraufnahme - 0,5 %; Zugfestigkeit - 8-19 MPa. Bei der Dachabdichtung werden in der Regel nach der Technologie im Komplex Abdichtungsmaterialien verwendet: Bitumen, Gummi-Bitumen-Kitt, Ruberoidfolien der Marke "P", Hydroisol. 4. Elektrische Isoliermaterialien Aufgrund der weit verbreiteten Verwendung verschiedener Elektroinstallationen in fast allen Industriezweigen und der gesamten Wirtschaft des Landes haben sich elektrische Isoliermaterialien durchgesetzt. Die wichtigste Eigenschaft elektrischer Isolierstoffe ist der hohe elektrische Widerstand. Elektrische Isoliermaterialien werden unterteilt in: gasförmig (Luft, verschiedene Gase); flüssig (verschiedene Öle und siliziumorganische Flüssigkeiten) und fest – organischen Ursprungs (Harze, Kunststoffe, Paraffine, Wachse, Bitumen, Holz) und anorganisch (Glimmer, Glas, Keramik usw.). Ein elektrischer Isolierstoff wie Glimmer gehört zur Gruppe der gesteinsbildenden Mineralien, den sogenannten Blattalumosilikaten. Glimmer wird als elektrisch isolierendes Material in zwei Typen unterteilt: Phlogopitdichte – 2700–2850 kg/m 3 und Härte auf einer mineralogischen Skala von 2-3 und Biotitdichte - 2700-3100 kg/m 3, Härte, auf einer mineralogischen Skala 2,5-3. Die am häufigsten verwendeten elektrischen Isoliermaterialien sind solche, die durch organische Synthese hergestellt werden. Diese Materialien zeichnen sich durch vorgegebene elektrische, physikalisch-chemische und mechanische Eigenschaften aus. Zu den elektrischen Isoliermaterialien gehört Fluorkunststoff-4, ein Polymerisationsprodukt von Tetrafluorethylen, das in Form eines weißen, leicht verklumpenden Pulvers oder von Platten hergestellt wird. Je nach Verwendungszweck wird Fluorkunststoff-4 in folgende Klassen eingeteilt: „P“ – zur Herstellung von elektrischen Isolier- und Kondensatorfolien; „PN“ – zur Herstellung elektrischer Produkte mit erhöhter Zuverlässigkeit. Für die Herstellung werden häufig verschiedene elektrische Produkte verwendet gegossene Polyamid-Copolymere Sorten AK-93/7, AK-85/15 und AK-80/20 - Produkte der gemeinsamen Polykondensation von "AG"-Salz und Caprolactam. Polyamid-Gusscopolymere haben eine Dielektrizitätskonstante von 10 6 Hz nach 24-stündigem Aufenthalt in destilliertem Wasser beträgt 4-5, und der spezifische elektrische Oberflächenwiderstand (im Ausgangszustand) beträgt 1 × 10 14 -1×10 15 Ohm × cm Seit vielen Jahren wird spritzgegossenes Polyamid 610, ein Polykondensationsprodukt aus einem Salz von Hexamethylendiamin und Sebacinsäure, zur Herstellung elektrischer Isolierprodukte verwendet. Die Produkte werden im Spritzgussverfahren aus Polyamid 610 in Form von weißen und hellgelben Granulaten mit einer Größe von 3–5 mm hergestellt. Polyamid 610 weist folgende Indikatoren auf: spezifischer volumetrischer elektrischer Widerstand – nicht weniger als 1 × 10 14 Ohm × cm, elektrische Festigkeit – nicht weniger als 20 kV/mm. Zu den elektrischen Isoliermaterialien gehören Aminoplaste, die seit mehreren Jahrzehnten verwendet werden – Pressen von Harnstoff- und Melamin-Formaldehyd-Massen, die auf der Basis von Aminoharzen (wärmehärtende Kondensationsprodukte von Formaldehyd mit Harnstoff, Melamin oder einer Kombination davon) unter Verwendung von Füllstoffen (organisch, mineralisch oder eine Kombination davon). Aminoplaste werden in mehreren Qualitäten hergestellt: MFB – Beleuchtungsqualitäten, MFV – mit erhöhten elektrischen Isoliereigenschaften, die einen spezifischen volumetrischen elektrischen Widerstand von 1 × 10 aufweisen 11 -1×10 12 Ohm × cm 5. Schmiermittel Gemäß der Norm werden Schmierstoffe nach Herkunft, physikalischem Zustand, dem Vorhandensein von Additiven, nach Verwendungszweck, nach Anwendungstemperatur klassifiziert. Nach Herkunft oder Rohstoff Schmierstoffe werden unterteilt in: 1) mineralische Schmierstoffe, die durch Mischen von Kohlenwasserstoffen mineralischen Ursprungs in ihrem natürlichen Zustand oder als Ergebnis ihrer Verarbeitung erhalten werden; 2) Erdölschmierstoffe - gereinigtes Öl, das auf der Grundlage von Erdölrohstoffen gewonnen wird; 3) synthetische Schmierstoffe - durch Synthese erhaltene Materialien; 4) pflanzliche Schmiermittel - Materialien pflanzlichen Ursprungs; 5) tierische Schmierstoffe, die aus Rohstoffen tierischen Ursprungs gewonnen werden. Nach körperlicher Verfassung Schmierstoffe werden in gasförmig, flüssig, plastisch und fest eingeteilt. Nach Vereinbarung Schmierstoffe werden unterteilt in: 1) Motor, ausgelegt für Verbrennungsmotoren (Vergaser, Diesel, Luftfahrt usw.); 2) Getriebe, das in Getrieben von Traktoren, Autos, selbstfahrenden und anderen Maschinen verwendet wird; 3) industriell, hauptsächlich für Werkzeugmaschinen bestimmt; 4) hydraulisch, verwendet in den Hydrauliksystemen verschiedener Maschinen; 5) Spezial - Kompressor, Instrument, zylindrisch, elektrisch isolierend, Vakuum usw. Je nach Anwendungstemperatur Zu den oben genannten Schmiermitteln gehören: Niedertemperatur (für Einheiten mit einer Temperatur von nicht mehr als +60 ° C) - instrumentell, industriell und dergleichen; Mitteltemperatur, Einsatz bei Temperaturen von +150 bis +200 °C, - Turbine, Kompressor, Zylinder und dergleichen; Hochtemperatur, Einsatz in Geräten, die Temperaturen bis +300 °C und mehr ausgesetzt sind. Derzeit sind die Hauptschmierstoffe Mineralöle und Schmierstoffe, die aus Erdölrohstoffen, Fetten und Schneidflüssigkeiten gewonnen werden. Die Hauptfunktionen, die Schmiermittel erfüllen müssen, wenn sie in Montageeinheiten von Mechanismen, Motoren verschiedener Maschinen verwendet werden: Verringerung des Verschleißes der Reibflächen von Teilen; die Reibungskraft zwischen Passflächen reduzieren, um dazu beizutragen, unproduktive Energieverluste zu reduzieren; den Durchbruch des Arbeitsgemisches und der Verbrennungsprodukte in das Kurbelgehäuse verhindern, d.h. die Verdichtung der Zylinder-Kolben-Gruppe verbessern usw. Alle Mineralöle je nach Herstellungsverfahren und Zusammensetzung unterteilt in vier Gruppen: Destillat-, Rückstands-, Misch- und Additivöle. Die heimische Industrie produziert folgende Motorenöle: für Dieselmotoren - M-8-B 2, M-8-G 2, M-8-G 2 K und so weiter; für Vergasermotoren - M-8-A, M-8-B, M-12-G 1 usw. In den letzten Jahren sind viele importierte Motoröle im Einzelhandel erschienen: ESSO, TEBOIL, MOBIL, CASTROL usw. Die russische Industrie produziert verschiedene Fette: Gleitmittel (Festöl, Lithol); Mehrzweck; Hochtemperatur (CIATIM-221S, PFMS-4S usw.), Niedertemperatur (CIATIM-201, ZhRO, UNIOL-3M usw.) und eine Reihe anderer Spezialanwendungen. 6. Arten von Dachmaterialien Die für Dacheindeckungen in Gebäuden verschiedener Art verwendeten Materialien werden unterteilt in: Rollen (Dachpappe, Dachpappe, Pergamin usw.), Stücke oder Platten (Ziegel, Dachziegel, Schiefer usw.) und Mastix (Bitumen, Teer, Gummi). - „RBC“ und Polymermastix). Je nach Art der Rohstoffe werden Dachmaterialien unterteilt organisch - Dachpappe, Dachpappe, Holzdachziegel, tes usw. und Metall - Verzinkter und unverzinkter Dachstahl. Nach Art der Bestandteile (Bindemittel oder Bindemittel) - auf bituminös (Dachmaterial, Glasdachmaterial, Pergamin), Teer (nur Überdachung), Polymer - Mastix Gummi-Bitumen, Bitumen-Polymer, Polymer usw. In den letzten Jahren wurden verschiedene Wohnungstypen u Wellpappen, Fliesen und Platten; gerollte, synthetische Materialien, einschließlich solcher auf Basis von Polyisobutylen, Polyethylen, Epoxid- und Phenolharzen. Darüber hinaus werden derzeit neue wirksame Bedachungs- und Abdichtungsbitumen und Bitumen-Polymer-Materialien des Aufbautyps auf nicht verrottenden Untergründen verwendet. Zu den neuen Bitumen-Polymer-Materialien auf starker und elastischer Basis gehören: Isoplast, Bicroplast, Dneproflex, Rubemast, Filisol usw. Der Vorteil dieser Materialien besteht darin, dass sie auf beiden Seiten mit einem Bitumen-Polymer-Bindemittel beschichtet sind, das aus Bitumen, Polymerzusätzen und besteht Füllstoff. Bis heute wird als Dachmaterial im ländlichen, Siedlungs- und teilweise im Städtebau der Ziegel aus gebranntem Ton (Tonziegel) oder aus Zement- und Sandlösungen starrer Konsistenz (Zementziegel) verwendet. Solche Fliesen sind langlebig und feuerfest, aber zerbrechlich und schwer, da sie eine hohe Dichte haben. In den letzten Jahren werden zunehmend Metalldachziegel des finnischen Unternehmens RANNILA STEEL als Dachmaterial eingesetzt. Diese Fliesen bestehen aus feuerverzinktem Stahl mit einer Dicke von 0,5 mm und sind mit einer farbigen Polymerschicht beschichtet, die Sonneneinstrahlung und Temperaturschwankungen standhält. Diese Polymerbeschichtung der Metallfliesen gewährleistet Wasserbeständigkeit und das Abrollen schwerer Schneeschichten im Winter. Derzeit ist ein neues Originaldachmaterial erschienen – Bitumenschindeln, die von der weißrussischen Firma Poleznaya Kompaniya TM hergestellt werden. Diese Ziegel sind für die Abdeckung von Schrägdächern bestimmt und bestehen aus oxidiertem Bitumen, das mit Glasfaser verstärkt ist. Eine weitere belarussische Neuheit sind Polymerbetonfliesen, die absolut wasserdicht sind und hinsichtlich Haltbarkeit und Frostbeständigkeit einer Betriebsdauer von mindestens 50 Jahren entsprechen. Beim Verlegen von Rolldachmaterialien werden Polymer- und Bitumen-Polymer-Kaltmastix verwendet: Marke MBK - Butylkautschuk auf Basis von Butylkautschuk; Marke BLK – Bitumen-Latex – basierend auf Schieferbitumenprodukten. Die Verwendung der aufgeführten Kitte vereinfacht die Installation eines Daches mit Abdichtung. 7. Verkleidungsmaterialien und ihre Anwendung Im modernen Bauwesen wird eine Vielzahl von Verkleidungsmaterialien weit verbreitet verwendet, um die betrieblichen und dekorativen Qualitäten von Gebäuden und verschiedenen Strukturen zu verbessern. Verkleidungsmaterialien werden aus Keramik, Kunststoff, Glas, Naturstein, Asbestzement und Spezialmörtel hergestellt. Im vergangenen zwanzigsten Jahrhundert Die gebräuchlichsten Verkleidungsmaterialien waren Glas- und Keramikfliesen, Muschelgesteinsplatten, Marmor, Granit und vulkanischer Tuff. Zu Beginn des XXI Jahrhunderts. erschien und wurde als Verkleidungsmaterial weit verbreitet Kunststoffplatten auf Kunststoff (PVC) Basis. Diese Paneele werden in Wohnräumen und Büros verwendet, um Räume mit hoher Luftfeuchtigkeit zu veredeln. Solche Paneele haben viele Vorteile: Haltbarkeit; nicht verformen; sind zu 100 % feuchtigkeitsbeständig, bedürfen keiner besonderen Pflege und sind leicht zu reinigen; aus umweltfreundlichen Materialien hergestellt. Derzeit sehr gefragt bei verschiedenen Verbrauchern Polyvinylchlorid-Umhüllung geprägte Blätter, bestimmt für die Veredelung von Wänden und Decken in öffentlichen und industriellen Gebäuden (außer Kinder- und medizinischen Einrichtungen). Diese Blätter bestehen aus vier Arten: 1) einschichtig einfarbig; 2) einschichtig mehrfarbig; 3) zweischichtige einfarbige; 4) zweischichtig mehrfarbig. Alle Arten von Blechen haben eine Länge von 300 bis 2000 mm, eine Breite von 300 bis 1000 mm, eine Dicke von 0,4 bis 2 mm; verschiedene Reliefzeichnungen, mit glatter oder geprägter Vorderseite. In den letzten Jahren wurden sie für die Innendekoration von Wänden und abgehängten Decken von Gebäuden mit einer relativen Feuchtigkeit von nicht mehr als 60% weit verbreitet dekorative Platten aus Phosphorgips, die aus einem Gipsbindemittel hergestellt werden, das durch Autoklavenverarbeitung von Phosphogips erhalten wird. Am Ende des zwanzigsten Jahrhunderts. begann, sehr originelles Veredelungsmaterial herzustellen - Glastapete mit wasserabweisender und schallabsorbierender Wirkung, die von der Firma Alaksar (Moskau) umgesetzt werden. Diese Tapete ist langlebig, leicht zu reinigen, verblasst nicht und hat 20 Arten von schönen Mustern. Sie werden in Schweden seit mehreren Jahren verwendet und sind sehr gefragt. Große Popularität in Europa und Russland gewonnen Spanndecken, abgehängte Decken aus verschiedenen Materialien - Folie, Glasfaser, Mineralwollplatten, Polystyrol, Aluminiumplatten. Spannfoliendecken verwendet in der Dekoration von Wohnungen, Büros, Bars, Restaurants, Schwimmbädern usw. Decken aus Fiberglas Sie haben eine gute Schallabsorption und reduzieren gleichzeitig den Echoeffekt, weshalb sie zur Ausstattung großer Räume – Besprechungsräume, Sporträume, Einkaufsräume usw. – verwendet werden. Das beliebteste Veredelungsmaterial - wallpaper verschiedene Arten - Schaumstoff, Vinyl, Siebdruck, Duplex und einfache Tapeten - Papier. Neu in den letzten Jahren – dünne Platten glasige Glasur mit mehrfarbigem Muster und selbstklebender Basis – zur Wandverkleidung. Dieses Material heißt „Onliglas“ und wird von der spanischen Firma Tres Estilos hergestellt. VORTRAG Nr. 15. Klebstoffe 1. Klassifizierung von Klebstoffen und Anforderungen an sie In verschiedenen Wirtschaftszweigen sind verschiedene Klebematerialien weit verbreitet, die auf der Basis natürlicher (natürlicher) oder synthetischer Klebstoffe hergestellt werden. natürliche Klebstoffe werden in Klebstoffe tierischen, pflanzlichen und mineralischen Ursprungs unterteilt. Die Ausgangsmaterialien für Klebstoffe tierischen Ursprungs sind: Gewebe, Knochen, Blut und Milch von Tieren. Klebrige, Kasein-, Albumin-Leime werden aus den angegebenen Rohstoffen gewonnen. Rohstoffe für Klebstoffe pflanzlichen Ursprungs sind: Leguminosensamenprotein, Stärke, Naturharze, Kautschuk, Dextrin. Klebstoffe mineralisch - Silikat, Asphalt, Bitumen. Kunstharze sind der Rohstoff für die Herstellung von synthetischen Klebstoffen. Synthetische Klebstoffe sind Lösungen natürlich modifizierter oder synthetischer Polymere in Wasser oder Alkohol. Nach Reaktivität werden Klebstoffe in duroplastische, thermoplastische und Dispersionsklebstoffe eingeteilt. Die duroplastischen Klebstoffe werden wiederum unterteilt in: Melamin, Epoxid, Resol, Polyurethan, Polyester, Harnstoff-Formaldehyd, Phenol-Formaldehyd. К Thermoplastische Klebstoffe umfassen: Haut, Knochen, Schmelzklebstoffe, Nitrozellulose, Polyvinylacetat, Polyvinylchlorid usw. Gummikleber einer eigenständigen Klasse von Klebematerialien zugeordnet. Dazu gehören Latex- und Gummikleber. Klebstoffe werden in großem Umfang in der Möbelproduktion, bei der Herstellung von Schuhen und im Bauwesen eingesetzt. Im Bauwesen werden Klebstoffe zum Befestigen verschiedener Veredelungsmaterialien für Gebäudestrukturen verwendet. Verschiedene Klebstoffe werden in der Luftfahrt- und Automobilindustrie, bei der Dekoration von Personenzügen und U-Bahnen verwendet. Klebstoffe können einkomponentig, fertig geliefert oder mehrkomponentig sein, die hauptsächlich am Ort des Verbrauchs hergestellt werden (insbesondere Epoxidklebstoff). Klebematerialien werden je nach zu klebenden Materialien unterteilt: Schuh – zum Kleben von Leder, Gummi, Kunstleder; zum Kleben von Metallen und Nichtmetallen; Wärmedämmstoffe und deren Verklebung mit anderen Materialien; Polymere, zum Kleben von Holz, bei der Herstellung von Sperrholz usw. Alle Klebstoffe unterliegen den folgenden Anforderungen: Gewährleistung einer hohen Festigkeit der Klebeverbindungen; hohe Stabilität und Lebensfähigkeit während der Lagerung; hohe Feuchtigkeit, Wasserbeständigkeit; Ungiftigkeit; Beibehaltung der mechanischen Festigkeit im Laufe der Zeit. Im Möbelbau wird die Festigkeit der Klebeverbindung durch Prüfung der Klebenaht beim Abplatzen ermittelt. Gemäß den technischen Bedingungen für die Herstellung von Möbeln müssen Klebematerialien im trockenen Zustand eine Zugfestigkeit für das Abplatzen der Klebeschicht aufweisen bei einer Belastung von mindestens 1 MPa, in anderen Fällen von mindestens 2 MPa. Wasserbeständigkeit von Klebstoffen - die wichtigste Voraussetzung für fast alle Klebstoffe. Nach diesem Indikator werden Klebstoffe in wasserbeständige, erhöhte wasserbeständige, begrenzt wasserbeständige und nicht wasserbeständige Klebstoffe unterteilt. Wasserfeste Klebstoffe sind hauptsächlich synthetisch, begrenzt wasserfest – Kasein, nicht wasserfest – klebrig. 2. Synthetische duroplastische Klebstoffe Synthetische duroplastische Klebstoffe werden meist durch Polykondensations- oder Polymerisationsreaktionen bei relativ hohen Temperaturen (bis +100 °C) ausgehärtet. In der holzverarbeitenden Industrie und Möbelproduktion werden häufig Harnstoff-Formaldehyd-Heißklebstoffe der folgenden Qualitäten verwendet: KF-Zh in der Möbelproduktion; ähnliche Klebstoffe KF-B (Aushärtung bei +100 °C für 25-40 s), importierter Carbamid-Doformaldehyd-Kleber "Kleiberit 871", hergestellt von der deutschen Firma Kleiberit Heißpressen zum Kleben von Sperrholz und Deckflächen. Zu den heißhärtenden Klebstoffen gehören Klebstoffe der folgenden Marken: VK-32-EM, D-15, D-23, D-43, die zum Verkleben von Metallen und Glasverpackungen verwendet werden. In der Möbelherstellung und im Möbelbau werden synthetische duroplastische Klebstoffe verwendet, wie z Phenol-Formaldehyd и Resorcin Formaldehyd. Diese Klebstoffe werden im Kalt- oder Warmhärtungsmodus mit einer Heiztemperatur von +60-80 °C verwendet. Dazu gehören Klebstoffe der Marken SFZh, FR-12, FR-100, DFK-1AM usw. Die aufgeführten Klebstoffe werden im Möbelbau zum Verkleben von Holz mit Metallen und Kunststoffen, im Bauwesen zur Herstellung von Türen, Fensterklötzen usw. verwendet .; ihre Aushärtezeit beträgt bei einer Temperatur von +20 °C 5 bis 25 Stunden. Weit verbreitet in verschiedenen Branchen Phenol-Polyvinylacetat-Klebstoffe BF-2, BF-4, BF-6: BF-2 und BF-4 kleben Holz, Styropor, Metalle, Glas, Keramik. Sehr gefragt bei verschiedenen Verbrauchern phenolische Epoxidklebstoffe Sorten FE-10 und FR-10, die zum Kleben von Metallen, verschiedenen Kunststoffen und anderen Materialien in Konstruktionen verwendet werden, die bei Temperaturen bis +250 °C betrieben werden. Bieten eine hohe Haftfestigkeit, Feuchtigkeits- und Chemikalienbeständigkeit Epoxid-Klebstoffe hergestellt auf Basis von Dianova-Harzen, ED-20, ED-22, ED-16 und E-40; sowie Klebstoffe der Klassen K-160, K-176 auf Basis von modifiziertem Epoxidharz, die zum Kleben von Kunststoffen verwendet werden; Verkleben von Holz- und Kunststoffelementen auf lackierten Oberflächen. Auf der Basis des modifizierten Epoxidharzes werden PED- und PED-6-Klebstoffe hergestellt, die zum Verkleben von Holz mit Kunststoffen und zum Befestigen von Polyvinylchlorid-Kunststoff an der Oberfläche von Bauwerken aus Metall und Stahlbeton verwendet werden. Die russische Industrie produziert hohe Qualität Polyurethan-Klebstoffe Typen PU-2, PU-2M, PU-UV, VK-5 VK-11, die zum Kleben von Glas, Keramik, Holz, Metallen, verstärkten Kunststoffen und verschiedenen Polymermaterialien verwendet werden. Das deutsche Unternehmen Kleiberit stellt den PU-501-Kleber her, der aufgrund seiner maximalen Effizienz beim Verkleben von mineralischen Bauplatten, keramischen Materialien, Schichtverklebungen von Holz usw. sehr gefragt ist. Das gleiche Unternehmen produziert einen Zweikomponenten-Polyurethanklebstoff PU zum Membranpressen , während es eine erhöhte Hitzebeständigkeit, Feuchtigkeits- und Dampfbeständigkeit aufweist. 3. Synthetische thermoplastische Klebstoffe Neben duroplastischen Klebstoffen werden in verschiedenen Wirtschaftszweigen, einschließlich Bau- und Möbelherstellung, häufig synthetische thermoplastische Klebstoffe verwendet, die in Form von Dispersionen, Lösungen und Schmelzklebstoffen verwendet werden: beim Verkleben von expandiertem Polystyrol, Holzteilen mit Polyvinyl Chloridschaum; bei der Herstellung von Veredelungsarbeiten aller Art. Der Unterschied zwischen thermoplastischen Klebstoffen und duroplastischen Klebstoffen besteht darin, dass sie die lineare Struktur von Makromolekülketten im Klebstoffsystem beibehalten und die Verklebung ohne chemische Reaktionen erfolgt. Thermoplastische Klebstoffe werden in Polyvinylacetat, Schmelzklebstoffe, Polyvinylchlorid, Methinolpolyamid, Polymethylmethacrylat und Nitrozellulose unterteilt. Der Nachteil dieser Klebstoffe ist ihre geringe Hitzebeständigkeit – bei einer Temperatur von +40 °C beginnen sie zu erweichen und bei +60- Ab ca. 70 °C nimmt die Festigkeit der Klebeverbindung stark ab. Polyvinylacetat-Kleber in Form von Dispersionen wird unter folgenden Marken hergestellt: PVA, D 50 N, D 5 °C, D 50 V usw. Der gebräuchlichste PVA-Kleber, der in der Möbelproduktion und im Alltag zum Kleben von Folien verwendet wird Veredelungsmaterialien auf verschiedenen Oberflächen, klebt Holzprodukte, Papier, Pappe, Glas, Porzellan, Leder usw. Im Bauwesen und im Alltag werden seit vielen Jahren große Mengen synthetischer Klebstoffe wie CMC – Natriumcarboxymethylcellulose, handelsübliches Natriumsalz der Cellulose-Glykolsäure, gewonnen durch Reaktion alkalischer Cellulose mit Natriummonochloracetat oder Monochloressigsäure, d.h. CMC - ein Produkt der chemischen Verarbeitung von Zellstoff. Die Vorteile von CMC als Bindemittel sind wie folgt: mischt sich gut mit Pigmenten, ändert ihre Farbe nicht, sowie mit Stärke, Dextrin; emulgiert trocknendes Öl und einige Lacke; hat biologische Stabilität (verrottet fast nicht). In den letzten Jahren wurden in der Möbelproduktion und im Möbelbau verschiedene hochwirksame synthetische thermoplastische Klebstoffe verwendet, hergestellt von der deutschen Firma IGeiberit, folgende Marken: „Kleiberit 303“ – auf Basis einer Polyvinylacetat-Dispersion, zum Kleben (heiß und kalt) bestimmt Hart- und Tropenholz, Schichtholzplatten, Zapfenverbindungen; Montagekleber „Kleyberit Euroleim-300“ – universell einsetzbar, auf Basis einer Polyvinylacetat-Dispersion; Zum Verkleben von Gehäusen, Platten aus Schichtmaterialien, MDF-Platten usw.: Klebstoffe „Tempo-305“, „Tempo-332“, „Tempo-338“, „Tempo-347“ – alle basieren auf Polyvinylacetat Streuung; Wird zum Verkleben von Schichten aus laminiertem Polymerkunststoff und Laminaten verwendet. Das gleiche Unternehmen (Kleiberit) produziert hochwertige Schmelzklebstoffe mehrerer Marken: SK-774.4; SK-774.8; SK-777; SK-779.6; SK-779.7; SK-782.1 (alles in Form von Granulat). Sie erweichen bei Temperaturen von +105 °C bis +115 °C; Anwendung bei Temperaturen von +200 bis +240 °C; Sie werden im Möbelbau zum Verkleben von Furnieren, Dekorelementen, Folienmaterialien sowie zur Verkleidung von Profilteilen und Kanten eingesetzt. 4. Gummiklebstoffe In der Bau-, Schuh- und Möbelproduktion seit vielen Jahren Ende des XNUMX. und Anfang des XNUMX. Jahrhunderts. weit verbreitete Gummiklebstoffe, hergestellt auf der Basis von natürliche oder synthetische Latices und lösungsbasierte Gummimischungen. Am gebräuchlichsten sind Latexklebstoffe auf Basis von Divinylcopolymer mit Methylmethacrylat und Polychloropren – Sorten KL-1, KL-2, KL-3, die bei der Verkleidung von Plattenteilen mit Holzfurnier, Folien auf Papierbasis und Polyvinylchlorid verwendet werden. Im Bauwesen wird seit vielen Jahren der bekannte Kleber „Bustilat“ verwendet, der bis zu 41 Masseteile Latex SKS-65 GP enthält; Es wird auf einen Aufkleber aus Linoleum, Textilmaterialien und vielen anderen Materialien aufgetragen. Latex-Kleber gute Haftung verschiedener Materialien mit porösen Oberflächen. In der Schuh- und Möbelherstellung sowie im Alltag werden Kautschukklebstoffe in großer Auswahl und Menge verwendet, die auf der Basis von Lösungen von Natur- und Synthesekautschuken in organischen Lösungsmitteln gewonnen werden. Diesen Klebstoffen werden verschiedene Modifikatoren, Antioxidantien, Weichmacher und Härter zugesetzt. Lösungsmittel sind Aceton, Ethylacetat, Toluol, Methyletiketon usw. Diese Klebstoffe werden zum Verkleben von Polyurethanschaum, Schwammgummi miteinander sowie zum Kleben auf Holz, Pappe, Holzfaser und anderen Materialien verwendet. In der Schuhproduktion, bei der Reparatur von Schuhen in Werkstätten, Ateliers und zu Hause sowie in der Möbelproduktion werden Nairite-Kleber ständig und in großen Mengen verwendet. Die am weitesten verbreiteten (seit vielen Jahren) Nairit-Klebstoffe der Klassen: 88N, 88NP 88NP-35 und NT, die im Kaltklebeverfahren verwendet werden. Die gebräuchlichsten und am häufigsten verwendeten Klebstoffe sind 88N und 88NP, die zum Kleben verschiedener Schuhmaterialien (Natur- und Kunstleder, Stoffe, Kunststoffe) sowie zum Kleben von Gummi, Schaumkunststoffen, Stoffen untereinander und zum Kleben auf Metall bestimmt sind , Beton, Holz . Die Klebstoffe 88NP-43 und 88NP-130 werden zum Kleben von Gummi und Moosgummi auf Metall, Verkleidungs- und Fußbodenmaterialien auf Holz und Hartschaumstoffen verwendet. Die russische Industrie produziert eine ganze Reihe von Chloririt-Klebstoffen auf Basis von chloriertem Chloroprenkautschuk und Nairit. Von diesen hat sich der Klebstoff der Marke KS-1, der aus Nairit der Klasse A, chloriertem Nairit, Magnesiumoxid, Zinkoxid und Diphenylguandin besteht, weit verbreitet. Diese Klebstoffe werden in den gleichen Fällen wie die Klebstoffe der Gruppe 88H verwendet. Seit langem (mehr als 30 Jahre) werden im Bauwesen klebende Gummikitte KN-2 und KN-3 verwendet, die eine viskose pastenartige homogene Masse sind, die Chloroprenkautschuk, Indencumaronharz, Füllstoffe und Lösungsmittel enthält. Mastic KN-2 ist zum Kleben von Gummilinoleum und Gummifliesen und -platten bestimmt. Mastix KN-3 wird zum Kleben von Beschichtungen mit einer porösen Schicht, Nitrolinoleum, Profilleisten verwendet. Klebende Gummikitte sind brennbar und explosiv sowie giftige Materialien. 5. Proteinklebstoffe In der zweiten Hälfte des XNUMX. Jahrhunderts. im Bauwesen weit verbreitet Proteinkleber - Fleisch, Knochen und Kasein. Sie wurden auch in der Möbelproduktion eingesetzt. Im Bauwesen wurden diese Klebstoffe zur Herstellung verschiedener Lackzusammensetzungen und in der Möbelherstellung zum Verkleben von Holz verwendet. Kasein ist ein Eiweißstoff, der beim Sauerwerden der Milch in Form von Quarkmasse freigesetzt wird. Um Leim zu erhalten, wird dem Wasser, in dem sich Kasein (in Klumpen) befindet, etwas Alkali zugesetzt: Soda, Kali oder Ammoniak. Unter dem Einfluss von Alkali löst sich Kasein auf und bildet nach einer Stunde Leim, der in Verbindung mit Kalk eine unauslöschliche Farbe ergibt (wenn man zusätzlich ein Farbpigment hinzufügt). Branchenveröffentlichungen Kaseinkleber in Form eines Pulvers mit Zusatz der notwendigen Komponenten – zwei Marken: „Extra“ (B-107) und „Ordinary“ (OB). Kaseinklebstoffe sorgen für ziemlich starke und elastische Verbindungen – die Klebefestigkeit von Holz ist nicht geringer: für „Extra“-Leim – 10,6 MPa, für „Normal“ (OB)-Leim – 7,5 MPa. Kaseinklebstoffe werden in der Möbelproduktion zum Verkleben dicker Plattenmaterialien bei der Herstellung von Möbelplatten, zum Verleimen von Holz und dekorativem Verbundpapier verwendet. Proteine umfassen Kollagenkleber - Fleisch und Knochen, in denen die Klebesubstanz Protein ist - Kollagen, das im Bindegewebe und in den Knochen tierischer Organismen enthalten ist. In kaltem Wasser quillt Kollagen auf und verwandelt sich beim Erhitzen in eine neue Substanz – Glutin, das die Eigenschaften von Klebstoff hat. Hautkleber unterteilt in Hard und Galerta. Harthautleim wird in Fliesen-, Flocken-, Splitter-, Brech- und Granulatform hergestellt. Hautleim wird durch Kochen von Eiweißabfällen aus Gerbereien und Rohstofffabriken mit Wasser und anschließender Trocknung gewonnen. (Hester ist die Unterhautschicht der Tierhaut.) Hautleim wird im Bauwesen und bei der Möbelherstellung verwendet. Knochenkleber (Kollagen) wird aus entfetteten und polierten Tierknochen hergestellt. Dieser Leim wird in mehreren Arten hergestellt: Galerta (Leimgelee), Fliese, zerkleinertes Granulat und Flocken. Alle Arten von Knochenleim sind in Klassen eingeteilt: die höchste, 1, 2 und 3. Durch das Kochen der Knochen entsteht zunächst eine dünne Brühe, die dann zu einem tiefgelben oder braunen Gelee eingedampft wird. Solcher Kleber wird Galeere genannt. Leimlösungen auf Basis von Knochenleim können nach einiger Zeit faulen, daher werden sie mit einem der Antiseptika wie Phenol oder Formalin injiziert. Bei Malerarbeiten wird Knochenleim zur Herstellung von Farbzusammensetzungen, Grundierungen, Kitten, Schmierpasten verwendet. Derzeit werden Proteinklebstoffe in kleinen Mengen hergestellt und haben nur eine begrenzte Verwendung, da sie durch synthetische Klebstoffe ersetzt wurden, die eine 100%ige biologische Stabilität, eine hohe Feuchtigkeits- und Hitzebeständigkeit und eine geringe Trocknungsschrumpfung aufweisen. Proteinkleber besitzen diese Eigenschaften nicht. 6. Klebefilme und -bänder In der holzverarbeitenden Industrie und Möbelherstellung haben sich in den letzten zwei Jahrzehnten Klebefolien und -bänder durchgesetzt, die eine Schicht aufweisen klebriger Klebstoff, der lange klebrig bleibt. Wenn diese Bänder und Folien auf die Oberfläche eines beliebigen Materials aufgetragen werden, haften sie beim Andrücken daran. Klebefilme und Klebebänder basieren auf folgenden Materialien: Sulfitpapier mit 20 g/m² 2B. Polyethylen, Cellophan, Gewebe, weichgemachtes Polyvinylchlorid usw. Verschiedene Elastomere und Polymere mit verschiedenen Additiven werden verwendet, um eine Klebeschicht auf die Basis aufzubringen. Die folgenden werden am häufigsten in der Holzbearbeitung und bei der Herstellung von Möbeln aus Holz verwendet. Klebefolien und Klebebänder: 1) Bakelitfolie (GOST 2707), die zum Kleben von Luftfahrt-, Dekorations- und Birkensperrholz, Möbelrohlingen verwendet wird; bei einer Temperatur von + 150-155 ° C und einem Druck von 2-2,5 MPa geklebt; 2) Klebeband (GOST 18251) zum Kleben von Furnierstreifen in Platten in voller Größe; vor Gebrauch wird die Beschichtung des Bandes angefeuchtet; 3) Papierklebeband (TU 13-7309005-669-88). Es wird zum Auftragen auf das Kantenmaterial während seiner Herstellung und zum Schutz der Kante des Schildes während seiner Endbearbeitung verwendet; 4) Klebeband LPLO-M (TU OP 13-64-37-83). Entwickelt zum Verkleben der Enden von Papierrollen beim Umladen, Bruch von Befestigungselementen an den Wickelhülsen während des Imprägniervorgangs; 5) Klebebänder LT-38, LT-50 auf Polymerbasis. Sie dienen zum Schutz des Kantenmaterials vor Spritzern von Lacken und Farben bei der Veredelung von Möbelplatten sowie zum Schutz der Kanten vor mechanischen Einwirkungen beim Transport. Diese Bänder (Kleber) sind eine Polymerbasisfolie mit einer Dicke von 35-50 Mikron, auf der eine dünne Klebeschicht aufgebracht ist. VORTRAG Nr. 16. Veredelungsmaterialien 1. Ernennung von Veredelungsmaterialien. Materialien zur Oberflächenvorbereitung für die Endbearbeitung Der Zweck der Veredelung von Materialien besteht darin, Gebäude, verschiedene Bauwerke und Möbel vor Umwelteinflüssen zu schützen oder das Aussehen zu verbessern sowie die Lebensdauer zu erhöhen. Im Bauwesen für die Außendekoration von Gebäuden und Bauwerken (im Außenbereich), Verputzen, Verkleidung mit Marmor, Granit, Keramik, Zierziegeln, Modellieren, Ziermalerei. In der Innenausstattung (Interieur) werden die gleichen Materialien verwendet wie im Exterieur, sowie Tapeten, Linoleum, Tischlerarbeiten, synthetische Materialien (Kunststoffe). In der Möbelproduktion werden für Schutz- und Dekorationsbeschichtungen eine Vielzahl von Veredelungsmaterialien verwendet, die nach ihrem Zweck in Hauptgruppen eingeteilt werden: zum Vorbereiten von Holz vor dem Auftragen einer Farb- und Lackbeschichtung; um eine Farbschicht zu erstellen; Hilfs. Grundierungen - Hierbei handelt es sich um Zusammensetzungen, die Pigmente, Füllstoffe und Bindemittel enthalten und sich von Farbzusammensetzungen durch einen geringeren Pigmentgehalt unterscheiden. Der Zweck von Grundierungen besteht darin, die Zugfähigkeit der Oberfläche auszugleichen und ihre Porosität anzugleichen. Im Möbelbau werden Grundierungen in Form von Lösungen aus Harzen, Nitrozellulose und Weichmachern in einem Lösungsmittelgemisch eingesetzt. Die folgenden Grundierungsmarken werden im Bauwesen verwendet: Glyphthalic GF-032, GF-020 und andere; Perchlorvinyl XB-050, XB-785, Polyvinylacetat VL-02, VL-02A, VL-023A. Für die Möbelproduktion werden folgende Grundierungsmarken verwendet: NK, BNK, PE-0155 usw. Kitte - Dies sind dickflüssige Mischungen in Form von Pasten, bestehend aus Pigmenten und Füllstoffen in einem Bindemittel. Sie dienen zum Füllen von Unregelmäßigkeiten und zum Korrigieren von Fehlern in der lackierten Oberfläche. Im Bauwesen werden folgende Spachtelmassen verwendet: MS-006 – Alkydstyrol; Perchlorvinyl – ХВ-004, ХВ-005 usw.; Polyvinylacetat; Epoxidharz EP-0010 usw. Bei der Möbelherstellung wird eine Vielzahl von Spachtelmassen verwendet: Polyester - P7-0025, P7-0059; Epoxidharz - EP-0010; Perchlorvinyl - ХВ-004, ХВ-005; Lackkitte auf Basis von Öl- und Alkydlacken - Nr. 175, LSh-1, LSh-2; Klebespachtelmasse, die am Ort des Verzehrs zubereitet wird. Füllstoffe und Zusammensetzungen von Füllstoffen Sie werden unter transparenten Beschichtungen aufgetragen und tragen dazu bei, den Verbrauch von Farben und Lacken zu reduzieren und das Absinken der Beschichtung zu reduzieren. Folgende Füllstoffe werden im Bau- und Möbelbau verwendet: KF-1, ähnlich – KF-2, KF-3, KF-4; Porositätsfüller TMB-1, TMB-3, TMB-4 sind einkomponentige Pasten, die keine Pflanzenöle enthalten. In der Bau- und Möbelproduktion werden verschiedenste Farbstoffe verwendet: Farbstoffe (synthetisch, säurehaltig und natürlich); porenbeytsy – flüssige Farben und Lacke zum Färben von Holz; Beizen (Chemikalien - Eisen, Kupfersulfat usw.). Pigmente – fein gemahlene Pulver verschiedener Farben – werden in Mischung mit einer Lösung einer filmbildenden Zusammensetzung verwendet, die das Pigmentpulver auf der Oberfläche fixiert. 2. Lacke und Polituren für klare Oberflächen In der Möbelherstellung und im Möbelbau werden verschiedene Lacke und Lacke häufig verwendet. Laki sind Lösungen natürlicher oder synthetischer filmbildender Substanzen in organischen Lösungsmitteln oder Wasser, die nach dem Trocknen einen transparenten, festen, homogenen Film mit guter Haftung auf dem Schneidgut bilden. Lacke werden unterteilt in Alkohol, Nitrocellulose, Polyester, Harnstoff-Formaldehyd, sowie Lacke, die durch den kombinierten Prozess der Verdunstung von Lösungsmitteln und chemischen Reaktionen Filme bilden; Öllacke (haben aufgrund der Trocknungszeit und des Mangels an Ölen eine begrenzte Verwendung). Öllacke - Dies sind Lösungen von Harzen - Kolophonium, Kopal, Glyphthalsäure in Ölen - Leinsamen, Hanf, Tung und deren Lösungsmittel - Terpentin, Xylol, Testbenzin usw. unter Zusatz von Trocknern (um das Trocknen der Lackschicht zu beschleunigen). Mehrere Arten von Harnstoff-Alkyd-Lacken werden in verschiedenen Wirtschaftszweigen, einschließlich der Möbelproduktion und dem Möbelbau, häufig verwendet: MCh-52, MCh-270, ML-2111 – zur Veredelung von Möbeln, Skiern und Musikinstrumenten; ML-2111 PM – zum Veredeln von Folienmaterialien. Derzeit sind sie in der Möbelindustrie und im Bauwesen weit verbreitet. hochwertige Lacke aus Nitrozellulose, hergestellt von der deutschen Firma Herberts: Cellonit D-1009, D-1013. Nitrolacke sind unbegrenzt brauchbar, sie sind technologisch ziemlich weit fortgeschritten. Inländische Unternehmen stellen kalt aufgetragene Nitrolacke der Marken NTs-218, NTs-221, NTs-222, NTs-224 her, die transparente, glänzende Beschichtungen auf der Oberfläche bilden, mit Ausnahme des NTs-243-Lacks, der transparent matt seidig bildet Beschichtungen. In den letzten Jahren wurden Polyurethanlacke "Contracid D-3010", hergestellt von der deutschen Firma Herberts, für hochwertige farblose Oberflächen verwendet, die zum Abdecken von Parkett- und Dielenböden, zum Veredeln von Badezimmerprodukten, Küchen- und Büromöbeln verwendet wurden bildet hochverschleißfeste, licht-, chemikalien- und feuchtigkeitsbeständige Beschichtungen. PF-283 (eine Lösung aus Alkydharzen) wird am häufigsten für Innenbeschichtungen auf Metall, hellem Holz, Möbeln und hellen Ölfarben für Autos und Eisenbahnwaggons verwendet. Weit verbreitet in der Möbelindustrie Lacke verschiedene Typen: Alkohol- und Nitropolituren, die tiefer als Lacke in das Holz eindringen und hauchdünne Filme mit Glanz und Elastizität bilden, während sie es Ihnen ermöglichen, die Maserung des Holzes deutlich hervorzuheben. Polituren sind niedrig konzentrierte Lösungen von Polierkörpern. Alkohol poliert - eine Lösung von Schellackharz in Ethylalkohol. Die gebräuchlichste Schellackpolitur ist eine 10–20 %ige alkoholische Schellacklösung (hergestellt unter den Nummern 13, 14, 5 und 16), die zum Polieren von Schellack, Nitrozellulose und Ölfilmen verwendet wird. Nitropolitane werden zum Polieren von Nitrolackbeschichtungen nach dem Egalisieren und Schleifen verwendet. Der am häufigsten verwendete im Inland hergestellte Nitrolack ist NTs-314. 3. Farben und Lacke für deckende Oberflächen Für die deckende Veredelung verschiedenster Oberflächen im Bauwesen, in der Möbelherstellung und in nahezu allen Wirtschaftszweigen werden verschiedenste Lacke und Lacke eingesetzt. Farbe werden in Form einer Mischung aus feinteiligen Pigmenten und Füllstoffen mit einer Lösung filmbildender Substanzen hergestellt. Je nach Verwendungszweck, Art des Filmbildners, Pigments und Füllstoffs werden gebrauchsfertige Öl-, Alkyd-, Silikat-, Organosilikat-, Wasser-, Perchlorvinyl-, Zement- und andere Farben in verschiedenen Farbtönen hergestellt. Je nach Verwendungszweck werden Farben für den Außen- und Innenbereich hergestellt. Für Außenarbeiten – Streichen von Ziegeln, Beton, verputzten und anderen porösen Außenflächen, grundierte Metalloberflächen sowie alte Beschichtungen – werden wasserbasierte Farben auf Basis wässriger Dispersionen synthetischer Polymere der folgenden Marken verwendet: E-AK-111, E-VA-17, E-VS-114, E-KCH-112. Das Moskauer Werk „Svyatozar“ (Farbe und Lack) produziert seit 1990 hochwertige Farben: Fassade „Svyatozar-15“ – Acryl, matt, weiß (in Pastellfarben getönt). In den letzten Jahren wurden viele importierte Farben aus Finnland (Unternehmen TIK-KURILA), aus Deutschland (Unternehmen JOBI, KIMEG) und aus Großbritannien (Unternehmen HAMMERITE) nach Russland geliefert. Derzeit werden häufig die folgenden im Inland hergestellten Farben verwendet: Ölfarben MA-15 (alle Farben), wasserbasierte Farben VDAK-2180, Fassadenfarben - HV-161, VDAK-1180, KO-815, KO-868, AK- 124, Farben für Straßenmarkierungen – AK-591; sowie PF-115, VDVA-201, NTs-132, ML-12, VDKCH-224, VD-205, VA-17 – für externe und interne Arbeiten. Enamels sind Suspensionen von Pigmenten in Lacken unter Zusatz von Weichmachern und Trockenmitteln, sie werden wie Anstrichfarben für den Außen- und Innenausbau auf Metall, Holz und Putz verwendet. Emails unterscheiden sich von Farben durch ihren erhöhten Gehalt an filmbildenden Substanzen, was den Beschichtungen höhere dekorative Eigenschaften verleiht. Emails werden von der Industrie in fertiger Form der folgenden Marken hergestellt: Öl, Öl-Glyphthalsäure – GF-1426, GF-230 usw.; Pentaphthalsäure – PF-223, PF-115, PF-266 usw.; Nitrozellulose (schnell trocknend, weit verbreitet in der Möbelproduktion) – NTs-132, NTs-25, NTs-11A, NTs-257, NTs-257, NTs-251, NTs-273 usw.; Polyesterlacke – PE-225, PE-276, V-PE-P79 usw. Perchlorvinyl geben Beschichtungen, die gegen die Einwirkung chemischer Reagenzien und atmosphärischer Phänomene (einschließlich saurem Regen) beständig sind, - XB-124. Öl-Glyphen- und Ölemails werden für die Innendekoration von Räumen, Büros, Metall- und Holzprodukten im Innenbereich verwendet. Pentaphthalsäure-Emails sind Suspensionen von Pigmenten in Pentaphthalsäurelack mit Zusatz von Trockenmittel und Lösungsmitteln, die zum Lackieren von Metall- und Holzoberflächen bestimmt sind, die keinen atmosphärischen Einflüssen ausgesetzt sind, und im Haushaltsbau weit verbreitet sind. 4. Trocknen von Ölen Öl trocknen ist eine ölige Flüssigkeit, die nach dem Auftragen auf die Oberfläche trocknet und einen starken, elastischen, wasserfesten Film bildet. Trockenöl wird durch Verarbeitung pflanzlicher Trocken- oder Halbtrockenöle, Fette und organischer Produkte, die keine Lackharze enthalten, hergestellt. Trocknende Öle werden in vier Typen unterteilt: natürlich, verdichtet, kombiniert, synthetisch. Natürliche Trockenöle gewonnen durch Verarbeitung (Kochen) von Pflanzenölen bei einer Temperatur von +200–300 °C, wobei dem Öl ein Trockenstoff zugesetzt wird, zum Beispiel Oxide, Peroxide und Salze von Blei, Kobalt, Mangan. Das Kochen des Öls und die Zugabe eines Trockners beschleunigen das Trocknen (Aushärten) der Filme nach dem Auftragen der Farbe auf die Oberfläche. Kompaktierte oder naturnahe Trockenöle sind das Produkt der Kompaktierung pflanzlicher Öle durch Oxidation, Polymerisation oder Oxypolymerisation, die dann mit einem Lösungsmittel verdünnt werden. Bei der Herstellung solcher Trockenöle werden erhebliche Öleinsparungen erzielt (bis zu 45 %). Kombiniertes Trockenöl erhalten auf der Basis von trocknenden und halbtrocknenden Ölen, die einer Polymerisation und Dehydratisierung unterzogen werden; Eine Mischung aus polymerisierten und dehydrierten Ölen wird ebenfalls verwendet, hauptsächlich zur Herstellung dicker Farben. Synthetische trocknende Öle hergestellt aus Kunstharzen (Polymeren) oder verschiedenen Ölen durch thermische und chemische Behandlung. Solche trocknenden Öle härten nach dem Auftragen auf die Oberfläche aus und bilden einen dünnen Film. Die wichtigste Art synthetischer Trockenöle sind Alkyd-Trockenöle (Glyphthalsäure, Pentaphthalsäure). Mit synthetischen Trockenölen werden dick gemahlene und gebrauchsfertige Ölfarben hergestellt. Diese trocknenden Öle enthalten 50 % Alkydharz und 50 % trocknendes Öl. Natürliche Leinen- und Hanf-Trocknungsöle Hergestellt aus Lein- oder Hanföl unter Zusatz von Trocknungsbeschleunigern – Mangan-, Blei- und Kobalt-Sikkative. Natürliche trocknende Lein- und Hanföle werden zur Herstellung und Verdünnung dick aufgetragener Farben sowie als eigenständiges Material für Malerarbeiten verwendet. Naturnahes Trockenöl oksol ist eine Lösung aus oxidiertem Pflanzenöl und Trockenstoffen in Testbenzin. Abhängig von den verwendeten Rohstoffen wird es in zwei Qualitäten hergestellt: „B“ – aus Lein- und Hanfölen; „PV“ – aus Sonnenblumen-, Soja-, Distel-, Mais- und Traubenöl. Ölfarben für Außen- und Innenarbeiten werden aus trocknendem Öl der Klasse „B“ und der Klasse „PV“ hergestellt – Farben, die nur für Innenarbeiten mit Ausnahme von Fußböden verwendet werden. Trockenöl polymerisiert - Ersatz für natürliches Trockenöl; erhalten durch Verdichten von erhitztem Leinöl und anschließender Zugabe von Lösungs- und Trockenmittel. Es wird zum Verdünnen von dick geriebenen Farben für Außen- und Innenanstriche auf Metall, Holz und Putz in Gebäuden und Konstruktionen der ersten und zweiten Klasse verwendet. Glyphthalsäure-Trockenöl wird auch in Endbearbeitungsarbeiten verwendet, das durch das Zusammenwirken von Pflanzenölen, Glycerin und Phthalsäureanhydrid in Gegenwart eines Trockenmittels hergestellt wird.Dieses Trockenöl wird mit dick geriebenen Farben verdünnt, die für Innen- und Außenanstriche auf Metall und Holz bestimmt sind . VORTRAG Nr. 17. Stockwerke 1. Arten von Fußböden Die Gestaltung und Art der Böden beim Bau verschiedener Gebäude und Bauwerke werden durch Bauvorschriften und -vorschriften (SNiP) bestimmt. Je nach Zweck von Gebäuden und Bauwerken können die Böden in ihrem Inneren sehr unterschiedlich sein: Holz, Polymer, Keramik, Glas und Schlacke, Asphalt, Beton mit einer Mosaikabdeckung aus Brekzienplatten. Brekzien sind Platten mit den Maßen 400 x 400 mm oder 500 x 500 mm, die aus Marmor-, Granit- und Keramikfragmenten auf einer Epoxidkleberbasis hergestellt werden. In den mechanischen Werkstätten von Unternehmen, in denen Auto- oder Elektroautos mit verschiedenen Gütern verkehren, werden Asphaltböden von oben mit perforierten oder gewellten Metallplatten von 500? 500 mm oder weniger. In den Produktionsstätten verschiedener Unternehmen werden Mosaikböden auch mit Marmorsplittern auf Basis spezieller Zementmörtel verlegt. Solche Böden werden nach dem Trocknen der Lösung in der Krümelkomponente mit speziellen Schleifmaschinen geschliffen. Darüber hinaus werden in öffentlichen Gebäuden und Hilfswerkstätten verschiedener Unternehmen Platten aus Glaskieselsäure, Glaskristallit und Schlackenglaskeramik als Bodenbelag verwendet. Solche Böden zeichnen sich durch hohe Dekorativität, Langlebigkeit, Alkali- und Säurebeständigkeit aus. In den Werkstätten verschiedener Chemieproduktionsbetriebe werden Mehrschichtböden mit säure- und laugenbeständigen Beschichtungen verlegt. Die untere Schicht ist eine Beschichtung aus Polyisobutylen- oder Gummiplatten mit besonderen Eigenschaften (beständig gegen aggressive Umgebungen), und die obere Schicht besteht aus säurebeständigen Keramikfliesen, die mit speziellen Lösungen verlegt werden. Dekorative Keramikfliesen verschiedener Art werden überall beim Bau von Fußböden in Sanitäranlagen, Bädern, Wäschereien, Lobbys und Hallen verschiedener Gebäude verwendet. Die Verwendung von Keramikfliesen für Fußböden gewährleistet einen langfristigen Betrieb, reduziert die Reparaturkosten (nur Teile der Fußböden, die während des Betriebs beschädigt wurden, werden ausgetauscht). Böden aus Keramikfliesen haben auch solche Eigenschaften wie: Wasserbeständigkeit, Säure- und Alkalibeständigkeit, gute Abriebfestigkeit, einfache Reinigung, Desinfektionslösungen können verwendet werden, verschiedene Muster (Ornamente) werden gebildet. In den letzten Jahren wurden verschiedene Polymerbeschichtungen in großem Umfang bei der Anordnung von Fußböden verwendet: Linoleum, Polymerfliesen, synthetische Teppiche, selbstnivellierende nahtlose Polymerbeschichtungen. Polymerböden im Gesamtvolumen der Böden machen 40% aus, sie werden in öffentlichen Gebäuden, Nebenräumen verschiedener Branchen, manchmal in Büros, Büros, Wohnungen installiert. Holzfußböden werden nach bestehenden Bauvorschriften in Schulen, Kinder- und Krankeneinrichtungen sowie in Wohngebäuden verlegt. Diese Böden werden aus Dielen, Dielen und Parkettprodukten hergestellt. Parkettböden haben sich in den letzten Jahren im Privatbau, in Büros in Form von Stückparkettbrettern, Parkettbrettern, Parkettpaneelen; mit Mosaik und künstlerischer und dekorativer Gestaltung. 2. Materialien und Produkte für Holzböden Beim Bau von Wohngebäuden, verschiedenen Gebäuden und Bauwerken wurden lange Zeit Dielenböden verlegt, für die hauptsächlich Holzprodukte verwendet wurden: Eiche, Buche, Ahorn, Esche, Lärche, Fichte, Kiefer usw. Linden- und Pappelholz ist nicht erlaubt. Vor dem Aufkommen der Holzbearbeitungsmaschinen wurden Bretter und Holzklötze einfach aneinander befestigt. Nach der Erfindung der Werkzeugmaschinen begann man dann mit der Bearbeitung von Bodenbelägen durch Fräsen. Um einen festen Sitz der Dielen – der Vorderseiten – zu gewährleisten, ist ihr unterer Teil um 1 mm schmaler gemacht, und an einer Kante befindet sich eine Nut und an der anderen eine Kante. 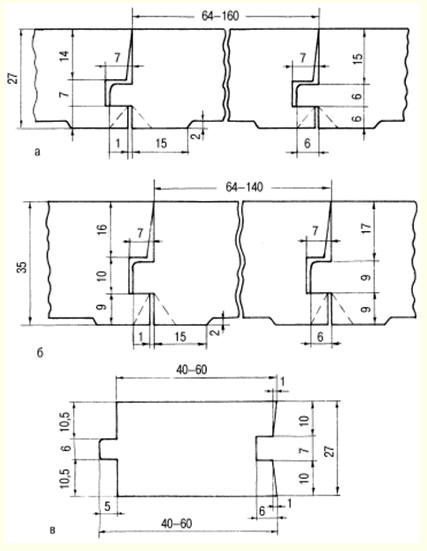 Reis. 11. Bretter für Fußböden: a - DP-27; b - DP-35; c - Balken BP-27 Es gibt drei Arten von Dielen - die erste, zweite und dritte. Dielen des dritten Typs haben normalerweise eine Dicke von 37? 40 mm und werden beim Verlegen von Holzböden in Industriebauten, Sporthallen und anderen Räumen mit erhöhter Belastung der Böden verwendet. In Wohngebäuden sind Dielen mit einer Dicke von 25? 35 mm, die auf Querstäbe (Holz) gelegt werden - Rundhölzer der Größe 40? 40mm oder 50?? 50mm. Das Holz, aus dem die Dielen und Stäbe hergestellt werden, wird vorab antiseptisch behandelt und mit Brandbekämpfungsmitteln (Flammschutzmitteln) imprägniert. Außerdem wird zum Schutz der Dielen und Stäbe (Baumstämme) vor Insekten eine Behandlung durch Begasung mit giftigen Gasen durchgeführt in speziellen Wärmekammern auf eine Temperatur von + 100 ° C oder ein hochwirksames Präparat "Ermit" verwendet (bietet Schutz vor biologischen Einflüssen und Feuerbeständigkeit von Holz für 20 Jahre). An Dielen und Balken werden folgende Anforderungen gestellt: Luftfeuchtigkeit 12? 3 %, die Rauheit der Vorderflächen beträgt bei einer transparenten Oberfläche nicht weniger als 80 Mikrometer, bei einer undurchsichtigen Oberfläche nicht weniger als 200 Mikrometer und bei nicht vorderseitigen Oberflächen nicht weniger als 50 Mikrometer. Die Abrechnung von Holzbodenmaterialien erfolgt in Kubikmetern, während ihre Breite ohne Berücksichtigung der Firsthöhe gemessen wird. 3. Materialien und Produkte für Parkettböden In den letzten Jahren hat die Verwendung von Stück-, Mosaikparkett, Parkettdielen, Parkettdielen im privaten Bau (Häuser, Villen, Sommerhäuser) und bei Aufträgen zur Reparatur von Fußböden in Gebäuden, die in Betrieb sind, zugenommen. Im Serienbau wird Parkett aufgrund der hohen Kosten und des Arbeitsaufwandes selten verwendet. Parkettböden werden normalerweise in Wohngebäuden, öffentlichen Gebäuden und Nebengebäuden von Industrieunternehmen verlegt. Blockparkett besteht aus Dielen aus Eiche und Tropenholz (Klasse A), sowie Buche, Ulme, Esche, Spitzahorn, Kastanie, Hainbuche, Lärche (Klasse B). Marke A entspricht der höchsten Kategorie und Marke B der ersten. Mosaikparkett Es besteht aus Schilden, die in zwei Typen unterteilt sind (je nach Art der Befestigung der Lamellen an der Basis): 1) P1 - Dielen werden mit der Vorderseite auf das Papier geklebt, das nach dem Parkettboden entfernt wird; 2) P2 - die Streifen sind mit der Rückseite auf ein elastisches (wärme- und schallisolierendes) bioresistentes Material geklebt. welches nach der Parkettverlegung im Bodenaufbau verbleibt. Auch diese Parkettart wird je nach Qualitätskategorie, Holzart und Verarbeitung der Dielen in die Klassen A und B eingeteilt. Die Dicke der Mosaikparkettbretter aus Laubholz beträgt 8 mm, aus Nadelholz 10 mm. Die Länge der Parkettdielen beträgt 100 mm bis 230 mm, die Breite 20 bis 30 mm. Parkettböden manchmal bestehen sie aus Parkettbrettern, die je nach Design der Basis in drei Arten unterteilt werden: 1) PD1 - mit einer einschichtigen Basis aus Latten, die in Quadraten oder Rechtecken geschrieben sind, die senkrecht zueinander angeordnet sind; 2) PD2 - mit einer einschichtigen Basis aus Latten, die in Richtung der Längsachse der Parkettdiele montiert sind; 3) PD3 – mit einer zweischichtigen Basis aus zwei miteinander verklebten Schichten von Lamellen oder Lamellen und Furnier, die in einer zueinander senkrechten Richtung verlegt sind. Parkettdielen bestehen aus einer Unterlage in Form von Lamellen und einer Abdeckung aus Parkettstäben oder Furnier. Die Abmessungen der Parkettbretter auf der Diele (Belag) sind wie folgt: Länge – von 150 bis 207 mm, Breite – von 20 bis 50 mm; Dicke - 6 mm. Für die Verlegung von Parkettböden werden häufig Parkettplatten verwendet, die Größen von 400? 400 mm bis 800? 800 mm, Dicke von 22 bis 40 mm. Diese Dielen bestehen aus einer Unterlage, auf die nach einem bestimmten Muster Parkettstreifen aufgeklebt werden. An den Kanten von Parkettplatten werden Nuten angebracht, um diese mit Dübeln zu verbinden. Parkettbretter auf solchen Brettern haben folgende Abmessungen: Länge – von 100 bis 400 mm, Breite – von 20 bis 50 mm, Dicke – 6 mm. In den letzten Jahren wurde Kunstparkett als eine Art Plattenparkett zur Veredelung von Böden in VIP-Salons, Büros, Ferienhäusern, Villen und Villen verwendet. Künstlerisches Parkett wird im Wesentlichen auf zwei Arten hergestellt: „Intarsien“ – wenn das Muster aus einzelnen Streifen besteht, die sich in Farbe und Textur unterscheiden und eng aneinander liegen; „Intarsie“ (Inlay) – einzelne Holzfragmente anderer Arten mit unterschiedlichen Texturen und Farben werden in den Haupthintergrund der vorderen Holzschicht eingefügt. 4. Polymere Materialien und Produkte für Fußböden Polymerwerkstoffe und -produkte werden seit mehreren Jahrzehnten in großem Umfang bei der Verlegung von Fußböden in öffentlichen Gebäuden und Nebenräumen von Industriebetrieben eingesetzt – in Form rollen (Linoleum, synthetische Bodenbeläge aller Art), Fliesen, Platten, sowie Mastix, Polymer-Zement- und Polymer-Beton-Zusammensetzungen. Polyvinylchlorid-Linoleum wird am häufigsten für Bodenbeläge verwendet. Abhängig von der Struktur wird Linoleum von der Industrie in drei Typen hergestellt: „MP“ – mehrschichtig mit einer Vorderschicht aus transparenter Polyvinylchloridfolie mit aufgedrucktem Muster; „M“ – mehrschichtig einfarbig oder marmoriert „O“ – einschichtig einfarbig oder marmoriert; in Rollenform mit einer Länge von 12 m, einer Breite von 1200–1400 mm und einer Dicke von 1,5 und 1,8 mm. Als Bodenbelag wird häufig Polyvinylchlorid-Linoleum auf wärme- und schalldämmender Basis verwendet. Dieses Linoleum wird für die Gestaltung von Fußböden in Räumen verwendet, in denen keine abrasiven Materialien (z. B. Sand), Fette, Öle, Wasser und Lösungen aggressiver chemischer Materialien ausgesetzt sind. Polyvinylchlorid-Linoleum auf einer Unterlage besteht aus zwei Schichten: Die untere Schicht ist ein nicht gewebtes, vernadeltes Material, das als wärme- und schalldämmende Unterlage dient, die obere Schicht ist mit einer transparenten Polyvinylchlorid-Vorderfolie mit unterschiedlichen oder gleichen Mustern bedeckt Farbe; Gesamtdicke von 2 Schichten – 3,6 mm, Breite – 1350 mm, Rollenlänge – 12 m. Bei der Verlegung von Fußböden in Wirtschaftsräumen von Industrieunternehmen wird häufig Gummilinoleum (Relin) verwendet, mehrschichtig, hergestellt aus Gummimischungen auf Basis von synthetischem Kautschuk, - einfarbig oder mehrfarbig, mit Muster, in Rollen mit einer Länge von 12 m, 1000 mm breit und mehr, 3 mm dick. Diese Art von Linoleum schrumpft während des Betriebs nicht, ist hygienisch und hat eine erhöhte Schallabsorption. Seit mehr als einem halben Jahrhundert im Bauwesen, bei der Gestaltung von Fußböden in Industrie- und öffentlichen Gebäuden (in Wirtschaftsräumen), PVC-Fliesen, ein- oder mehrfarbig mit glatter oder geprägter Vorderseite, Größe 300? 300 mm dick 1,5 und 2,5 mm – quadratisch oder trapezförmig. In den letzten Jahren wurde begonnen, verschiedene Böden (Brett, Zement) zu bedecken synthetische Teppichmaterialien - fusselfrei und mit Flor. Am weitesten verbreitet ist die Anordnung von Fußböden in Büros, Cottages und Villen synthetischer Teppich, wie Flusen, deren untere Schicht auf Polyvinylchlorid-Basis und die obere Schicht aus Schlingenflor aus synthetischen Fasern oder einer Mischung aus synthetischen und chemischen Fasern besteht. Diese Beschichtung wird in Rollen mit einer Länge von 12 m, einer Breite von 1,5 bis 2 m und einer Dicke von 3 bis 5 mm hergestellt. Importierte ähnliche Teppiche haben eine Breite von 2, 3, 4 und 5 m. Im Bau von Industrieunternehmen seit vielen Jahren verschiedene pastöse Mastix-Polymermaterialien für fugenlosen Bodenbelag (Beton- oder Stahlbetonsockel). VORTRAG Nr. 18. Baustoffe 1. Natursteinmaterialien Natursteinmaterialien werden seit jeher im Bauwesen verwendet. Die wichtigsten und am häufigsten verwendeten Natursteinmaterialien sind Sand (Berg und Fluss), Kies, Kreide, Kaolin, Schotter, die zu den Rohsteinmaterialien gehören Neben den aufgeführten Materialien werden im Bauwesen verarbeitete Steinmaterialien verwendet: gesägte Stücksteine und Blöcke für Wände, Steine, Platten und Profilprodukte mit unterschiedlich bearbeiteten Oberflächen für die Außen- und Innenverkleidung von Gebäuden und Bauwerken. Nach den geltenden Bauvorschriften und Vorschriften werden Natursteinmaterialien nach folgenden Kriterien klassifiziert: Volumenmasse – schwer – mit einer Volumenmasse von mehr als 1800 kg/m 3 und leicht - weniger als 1800 kg/m 3; nach Druckfestigkeit – für die Klassen: 4, 7, 10, 15, 25, 35, 50, 75, 100, 125, 150, 200, 300, 400, 500, 600, 800 und 1000 – von 0,4 bzw. bis 100 MPa. Das im Bauwesen am häufigsten verwendete Steinmaterial ist Berg- und Flusssand. Nicht weniger weit verbreitet im Bauwesen sind Steinmaterialien wie Kreide und Kaolin. Kreide ist ein Sedimentgestein, dessen chemische Zusammensetzung reines Calciumcarbonat CaCO ist 3. Kaolin, ein Produkt der Zerstörung feldspathaltiger Gesteine, wird auch häufig im Bauwesen sowie in der Farben- und Lackindustrie verwendet. Kaolin ist ein weißer Ton, chemisch gesehen ist es ein wasserhaltiges Aluminiumsilikat; wird kreidehaltigen Farben zugesetzt, um deren malerische und technische Eigenschaften zu verbessern. Für den Straßenbau und bei der Herstellung von Beton und Stahlbetonprodukten wird ständig und in großen Mengen Dolomit- oder Granitkies verwendet, der als Produkt der Gesteinszerstörung in Form kleiner oder größerer Steine (mit Wasser geschliffen) anfällt. Größe von 5 bis 75,0 mm, mittlere Dichte über 2 g/cm 3. Kies auf Frostbeständigkeit ist in Klassen unterteilt: Мrz 15, 25, 50, 100, 150, 200, 300. Als grober Zuschlagstoff für monolithischen Beton, Betonfertigteile und Stahlbetonprodukte sowie im Straßenbau wird Schotter ständig in großen Mengen eingesetzt – in Form unregelmäßig geformter Steinstücke mit einer Größe von 15 mm bis 150 mm. Schotter kann naturbelassen (Schotter) und zerkleinert sein. Zerkleinerter Schotter wird durch Zerkleinern großer Gesteinsstücke in Schotteranlagen gewonnen. Je nach Frostbeständigkeit wird Schotter in folgende Klassen eingeteilt: Mrz 15, 25, 50, 100, 150, 200, 300. Ähnlich wie Schotter wird Bruchstein verwendet – im Bauwesen für den Bau von Fundamenten, als Bruchbetonfüller beim Bau von Beton- und Stahlbeton-Massivkonstruktionen, bei der Verlegung und Reparatur von Autobahnen. Die Bruchsteinstücke haben eine Größe von 150 bis 500 mm. Je nach Frostbeständigkeit wird Bruchstein in die Güteklassen M eingeteiltrz 15, 25, 50, 100, 150, 200, 300. Im Bauwesen werden in großem Umfang und in großen Mengen verschiedene Steinmauermaterialien verwendet – Ziegel, Steine, kleine Blöcke und Platten, die in gewöhnliche Materialien für die Verlegung von Außen- und Innenwänden und Verblendmaterialien für die Wandverkleidung unterteilt werden. 2. Beton Die Verwendung verschiedener Betonarten ist ein wichtiger Bestandteil beim Bau verschiedener Industrie- und Zivilanlagen. Beton ist ein Kunststeinmaterial, das durch Formen und Aushärten einer Betonmischung bestehend aus Bindemittel, Wasser, Zuschlagstoffen und speziellen Zusatzstoffen in einem bestimmten Verhältnis gewonnen wird. Abhängig von der Art der Gesteinskörnung wird Beton in dichte Gesteinskörnungen, Spezialgesteinskörnungen und organische Gesteinskörnungen unterteilt. Je nach Volumenmasse wird Beton unterteilt in: besonders schwer – mit einer Volumenmasse von mehr als 2500 kg/m 3; schwer - 2000-2500 kg/m 3; Leichtgewicht – 1800–2200 kg/m 3; leicht - 500-1800 kg/m 3. Leichtbeton wird in folgenden Ausführungen hergestellt: auf porösen und künstlichen Zuschlagstoffen; Porenbeton; großporiger Beton; besonders leicht – mit einer Raummasse von weniger als 500 kg/m 3. Beton wird direkt auf Baustellen mit Betonmischanlagen unterschiedlicher Größe aufbereitet. Für die Herstellung verschiedener Beton- und Stahlbetonkonstruktionen werden schwere (Struktur-) Betone verwendet, die auf einem Zementbindemittel, dichten großen und kleinen Zuschlagstoffen hergestellt werden. Leichtbetone werden unter Verwendung eines Zementbindemittels und poröser grober Gesteinskörnung oder dichter feiner Gesteinskörnung hergestellt und in industriellen, landwirtschaftlichen und anderen Bauarten verwendet. Für Leichtbeton sind folgende Klassen und Qualitäten festgelegt: Festigkeitsklassen für Konstruktionsbeton – B2,5; B3,5; B5...B40; Festigkeitsklassen für wärmedämmenden Beton - B0,35; B0,75; IN 1. Leichtbeton umfasst Arbolite aus Zementbindemitteln, organischen Füllstoffen und chemischen Zusätzen. Arbolite und daraus hergestellte Produkte sind für den Einsatz in Gebäuden für verschiedene Zwecke mit einer relativen Raumluftfeuchtigkeit von nicht mehr als 60 % und in Abwesenheit aggressiver Medien bestimmt ( flüssig und gasförmig). Im Bauwesen wird häufig Porenbeton verwendet, der je nach Verwendungszweck in wärmedämmende, baulich-wärmedämmende Konstruktions- und Spezialbetone unterteilt wird, außerdem werden sie nach der Art der Porenbildung in Porenbeton und Schaum unterteilt Beton. Abhängig von den Aushärtungsbedingungen kann Porenbeton autoklaviert oder nicht autoklaviert werden. Für Porenbeton sind folgende Klassen und Qualitäten festgelegt: Druckfestigkeitsklassen – B0,35; B0,75; IN 1; B1,5; … IN 20; Sorten mittlerer Dichte – D300, D400, D500...D1200. Silikatbetonsorten für mittlere Dichte - D1000, D1100, D1200 ... D2400. Betonwerke produzieren auch hitzebeständige Betone für Produkte, Bauwerke und Anlagen, die bei Temperaturen über +200 °C betrieben werden. Für die Herstellung von Produkten und Konstruktionen, die unter verschiedenen Bedingungen betrieben werden und aggressiven Umgebungen ausgesetzt sind, werden chemisch beständige Betone auf der Basis von Furan, Furan-Epoxid, Harnstoff, Acryl-Kunstharzen (Polymerbeton) und flüssigem Natrium- oder Kaliumglas mit einem Polymerzusatz hergestellt ( Polymersilikatbeton). 3. Mörser Beim Bau von Gebäuden und Bauwerken aus Ziegeln, Mauerblöcken und Platten werden verschiedene Mörtel verwendet. Beim Mauerwerk, beim Einbau von Wandblöcken und -platten werden Zementmörtel verwendet, die Zusammensetzungen von 1: 1 bis 1: 6 haben, d. H. Für einen Volumenteil Zement werden 1 bis 6 Teile Sand genommen (Mörtel 1 werden am häufigsten verwendet: 1 und 1:2). Zementmörtel im Verhältnis 1: 3 oder 1: 4 werden zum Verputzen der unteren Teile von Fundamenten in feuchter Umgebung, Sockeln und Außenwänden von Gebäuden verwendet. Neben Zementmörtel werden auch andere Mörtelarten verwendet: Kalk, Gips и gemischt. Alle Lösungen werden nach ihrer durchschnittlichen Dichte im trockenen Zustand unterteilt – in schwere Lösungen mit einer durchschnittlichen Dichte von 1500 kg/m3 und mehr und leicht, mit einer durchschnittlichen Dichte von weniger als 1500 kg / m 3; Die Noten werden nach dem Limit gesetzt: 4, 10, 25, 50, 75, 100, 150, 200. Die Mörtelmarke und das Verhältnis in den Zusammensetzungen hängen von der Zementmarke ab. Beispielsweise beträgt die Zementmörtelsorte 50, bei Verwendung von M-400-Zement beträgt die Zusammensetzung 1:6 (für einen Teil Zement - 6 Teile Sand). Zement-Kalk-Mörtel (Mischung) werden zum Verputzen von Außenwänden und benetzten Gebäudeteilen verwendet. Zusammensetzungen von Zement-Kalk-Mörteln (Zement: Kalkleim: Sand) in Volumenteilen: 1: 1: 1; 1:2:8; 1:2:11 und 1:3:15; Diese Anteile hängen von der Zementmarke ab. Kalk-Gips-Mörtel sind hauptsächlich zum Verputzen von Holzoberflächen in nicht benetzten Räumen sowie von Stein- und Faserplattenoberflächen bestimmt. Kalkmörtel werden zum Verputzen trockener Räume, Bauwerke aus Stein, Ziegel, Holz und Lehm verwendet. Die der Lösung zugesetzte Sandmenge hängt vom „Fettgehalt“ des Tons ab. Zur Verbesserung der Festigkeit und Qualität der Arbeit beim Mauern und Verputzen werden organische Weichmacher – Mikroschaummittel (Seife, Seifenlauge, Seifenabfälle usw.) werden in die Zusammensetzung von Baumörteln eingebracht. Für die Veredelung der Fassaden von Gebäuden und Innenräumen sowie für die werksseitige Veredelung der Vorderflächen von Wandpaneelen und Großblöcken werden Ziermörtel verwendet: Terrazit, Zementsand, Kalksand. Um das gewünschte Design zu erhalten, werden den angegebenen Lösungen für Dekorputz farbgebende Zusätze – Pigmente (lichtbeständig, alkalibeständig und säurebeständig – natürlich und künstlich) – zugesetzt. Um die Kanäle von vorgespannten Stahlbetonkonstruktionen zu füllen, werden sogenannte Injektionsmörtel verwendet – Zementsand und Zement. Für die Verlegung von Industrieöfen und anderen thermischen Einheiten aus Alumosilikatsteinen wird ein spezieller Schamott-Zement-Mörtel verwendet hitzebeständig. Für ähnliche Arbeiten wird auch Schamotte-Bauxit-Mörtel verwendet (beim Verlegen von Elementen von Öfen, die bei Temperaturen von +1300 bis +1350 °C betrieben werden). Bei der Herstellung dieser hitzebeständigen Lösungen werden Portlandzement und plastifizierter Portlandzement als Bindemittel in Schamotte-Zement-Mörteln und in Schamotte-Bauxit-Mörteln Natriumflüssigglas mit einem Modul von 2,5-3 verwendet. 4. Anorganische Zuschlagstoffe für Beton Als anorganische Zuschlagstoffe für Beton werden nichtmetallische Baustoffe, Schotter, Schlacken und Sande aus Abfallprodukten verschiedener Industrien sowie poröse Natur- und Kunststoffe verwendet. Schotter und Sand aus Industrieabfällen (Bergbau und Verarbeitung) werden als klassifiziert dichte Materialien. poröse Naturmaterialien sind Tuff und Bims vulkanischen Ursprungs. grobe Aggregate sind Schotter und Kies, Feinsand. Schlackenschotter wird als großer dichter Zuschlagstoff bei der Herstellung von schwerem Beton aus vorgefertigten und monolithischen Beton- und Stahlbetonkonstruktionen, Gebäudeteilen und Konstruktionen verwendet. Schotter aus dichten metallurgischen Schlacken wird nach Stärke in folgende Klassen eingeteilt: DR 15, DR 25, DR 35, DR 45. Bei der Herstellung von Leichtbeton (wärmedämmend und strukturell) werden als Zuschlagstoffe Kies und Blähtonsand verwendet. Diese Materialien sind poröse künstliche Aggregate. Blähtonsand wird durch Zerkleinern von Blähtonkies gewonnen. Je nach Dichte wird der Kies jeder Fraktion in Klassen eingeteilt: 250, 300, 350, 400, 450, 500 und 600. Blähtonsand hat je nach Dichte und Fraktion Klassen von 500 bis 900. Bei der Herstellung von baulichem und baulich-wärmedämmendem Leichtbeton werden Schotter (Kies) und Thermolithsand als Füllstoffe verwendet. Für die Herstellung von strukturellem Leichtbeton werden Schotter und Agloporit-Sand weithin als Zuschlagstoffe verwendet, die durch Zerkleinern von Kuchen erhalten werden, die als Ergebnis der Agglomeration von körniger Ladung gebildet werden, die aus natürlichen mineralischen Rohstoffen und Industrieabfällen besteht. Bei der Herstellung von Wärmedämmung und Strukturleichtbeton werden neben den oben genannten porösen Kunstzuschlagstoffen auch Schungizitkies und -sand verwendet. Dieser Kies wird durch Rösten von schungithaltigem Gestein gewonnen, Sand wird durch Zerkleinern dieses Kieses gewonnen. Schungizitkies jeder Fraktion wird je nach Schüttdichte in die Klassen 200, 250, 550 eingeteilt, und Sand aus dem oben genannten Kies wird in die Klassen 500–900 eingeteilt. Im Bauwesen werden seit langem häufig Sand und Schotter sowie Blähperlit verwendet, der durch Mahlen und Wärmebehandlung von wasserhaltigem Vulkangestein gewonnen wird. Diese Materialien werden bei der Herstellung von Leichtbeton verwendet, außerdem wird Perlitsand für Wärmedämmhinterfüllungen, Putzmörtel, Wärme- und Schalldämmstoffe und -produkte verwendet. Sorten von expandiertem Perlitsand nach Schüttdichte – von 75 bis 500 und Schotter – von 200 bis 500. Seit mehr als fünfzig Jahren wird ein so wunderbares Material wie Blähvermiculit im Bauwesen als Wärmedämmhinterfüllung bei Temperaturen isolierter Oberflächen von -260 °C bis +100 °C verwendet. Die Ausgangsmaterialien für die Herstellung von expandiertem Vermiculit durch Brennen sind natürliche hydratisierte Glimmer. Vermiculit-Sorten nach Schüttdichte – 100, 150, 200. 5. Produkte auf Basis mineralischer Bindemittel Seit vielen Jahren (im XX-XXI Jahrhundert) werden im Bauwesen verschiedene Produkte auf Basis mineralischer Bindemittel verwendet. Am gebräuchlichsten bei der Herstellung von Bauarbeiten sind Gips- und Gipsbetonprodukte. Gipsplatten werden häufig für Trennwände in Gebäuden mit trockenen und normalen Raumverhältnissen verwendet. Weit verbreitet im XNUMX. Jahrhundert. und jetzt werden Gipskartonplatten zum Fertigen und Anordnen von Wänden und Trennwänden in Gebäuden und Räumen mit trockenen und normalen Feuchtigkeitsbedingungen sowie zur Herstellung von dekorativen und schallabsorbierenden Produkten verwendet. Für den Einbau von tragenden Trennwänden in Gebäuden für verschiedene Zwecke werden Gipsbetonplatten verwendet, die aus Beton auf einem Gips- oder gipshaltigen Bindemittel bestehen. Im gesamten Bauwesen werden verschiedene Asbestzementprodukte verwendet: flache und profilierte Bleche, Platten und Paneele für Wände und Verkleidungen, Rohre und Formteile. Produkte aus Asbestzement haben viele wertvolle Eigenschaften: Frostbeständigkeit, Wasserbeständigkeit, hohe Wärmeleitfähigkeit, sind leicht zu polieren und zu bearbeiten, verrotten nicht und sind feuerbeständig. Zementsandfliesen, hergestellt aus einer Mischung aus Portlandzement, Sand und Ton, werden und werden seit langem im Bauwesen eingesetzt. Solche Fliesen haben folgende Abmessungen: Länge 390 mm, Breite 240 mm und Dicke 8-10 mm, die Tiefe der Rillen beträgt etwa 5 mm und die Höhe der Zapfen zum Aufhängen beträgt mindestens 10 mm. Zur Befestigung an der Dachhaut wird bei der Herstellung in den Dachziegeln im abzudeckenden Teil ein Durchgangsloch eingebracht. In Städten werden für den Einbau vorgefertigter Gehwege, Landschaftsgärtnereien und Fußgängerwege, Landeplätze auf Linien öffentlicher Verkehrsmittel, Betonpflastersteine aus Schwerbeton mit verschiedenen Zusatzstoffen, die den langfristigen Betrieb solcher gewährleisten, weit und breit verwendet Produkte. Betonpflastersteine werden in Form von Quadraten, Rechtecken, regelmäßigen Sechsecken oder krummlinigen geschlossenen Figuren hergestellt. Auf der Basis mineralischer Bindemittel werden verschiedene Architektur- und Bauprodukte in Form von dekorativen Verkleidungsplatten mit Mosaik- und Zieroberflächen hergestellt, die für die Außen- und Innenverkleidung von Elementen von Gebäuden und Bauwerken bestimmt sind. Es werden auch Fassadenplatten aus Beton hergestellt, die zur Verkleidung von Wänden und Sockeln von Gebäuden und Bauwerken aus Stein verwendet werden. Neben den oben genannten Produkten im Bauwesen (hauptsächlich Flachbau) werden Wandbetonsteine für tragende und umschließende Konstruktionen von Wohn-, öffentlichen, Industrie- und Landwirtschaftsgebäuden verwendet. Diese Steine sind in Form von vollmundigen und hohlen rechteckigen Parallelepipeden hergestellt, sie sind gewöhnlich und gesichtlich. Letztere werden mit lackierten und unlackierten Frontflächen gefertigt. Betonwandsteine werden von Betonwerken der folgenden Typen hergestellt: „SKTs“ – mit einem Zementbindemittel; „SKI“ – auf Kalkstein; „SKSH“ – auf Schlacke; „SKT“ – auf Gipsbindemittel. 6. Vorgefertigte Beton- und Stahlbetonprodukte Der Einsatz von Fertigbeton- und Stahlbetonprodukten bildet in vielen Wirtschaftszweigen des Landes die Grundlage des Kapitalbaus. Im Wohnungs- und Zivilbau wird eine große Auswahl an vorgefertigten Beton- und Stahlbetonprodukten verwendet: monolithische Stahlbetonfundamente, Wandblöcke, Stahlbetonbodenplatten, Treppenläufe und Podeste, Wand- und Trennplatten, Fensterbänke, Querstangen, Balkone, Sanitäranlagen, Brüstungen und andere Produkte. Stahlbeton ist das Hauptbaumaterial, bei dem Beton (verschiedener Art – leicht, schwer usw.) und Stahlbewehrung (aus Spezialstahl der Güteklasse 35GS-AP, Klassen A – III, A – IV) miteinander verbunden und unter Spannung gesetzt werden Zone der Struktur und nimmt Zugspannungen wahr. Druckspannungen werden in einem solchen Produkt auf den Beton übertragen. Stahlbetonkonstruktionen können monolithisch sein, auf der Baustelle betoniert werden (gegossene monolithische Stahlbetonfundamente sowie tragende Wände von Gebäuden – unter Verwendung spezieller Schalungen – unter Verwendung neuer Technologien für den Bau von Wohngebäuden) und vorgefertigt und auf der Baustelle montiert werden Baustelle aus einzelnen Elementen (Wandpaneele oder Blöcke im großflächigen Wohnungsbau). Für den Industriebau wird auch eine große Auswahl an Betonfertigteilen und Stahlbetonprodukten verwendet: Fundamentblöcke (FBS-4, FBS-5 usw.), Kissen, Balken, Querstäbe, vorgefertigte Beton- und Stahlbetonpfähle, Fachwerkträger, Bögen, Kranträger, Treppenläufe und -plattformen usw. Im Verkehrsbau sind Stahlbetonschwellen (anstelle von Holzschwellen), Elemente von Passagier- und Frachtplattformen, Stahlbetondurchlässe und -rohre sowie vorgefertigte Beton- und Stahlbetonüberbauten von Brücken weit verbreitet benutzt. Im Agrarbau kommen verschiedenste Beton- und Stahlbetonfertigteile zum Einsatz: Fundamentblöcke (FBS1, FBS-2, FBS-3 etc.), Fundamentkissen, Ortbetonfundamente, Fachwerkträger, Pfahlstützen , Balken, Bodenplatten, Wände und Trennwände, Elemente von Gewächshäusern, Gewächshäusern, Silos, Stahlbetonwannen (L-3, L-4, L-5), Elemente von vorgefertigten Stahlbetonschächten. Für Landgewinnungsanlagen werden solche Betonfertigteile und Stahlbetonprodukte als Rohre für Druckrohrleitungen mit vorgespannten Formstücken, glatten Freistromrohren, Stahlbetonschalen (L-4, L-5, L-6), Stahlbetonringen u Abdeckungen, Stahlbetonplatten (in offenen Bewässerungskanälen verlegen). In der kommunalen Kanalisation werden auch Stahlbeton-Muffenrohre ohne Druck, glatte Rohre ohne Druck, Ringe und Abdeckungen aus Stahlbeton verwendet. Zur Umzäunung wichtiger Industrieanlagen (Kernkraftwerke, Militärfabriken und Übungsgelände usw.) werden Elemente vorgefertigter Stahlbetonzäune verwendet. Bei der Verlegung von Freileitungen und Kommunikationsleitungen werden häufig Stahlbetonstützen in verschiedenen Formen verwendet – rund, quadratisch, rechteckig; die gleichen Produkte werden auch bei der Elektrifizierung von Eisenbahnen verwendet. Autor: Alekseev V.S.
▪ Pädagogische Psychologie. Vorlesungsnotizen ▪ Geschichte der neuen Zeit. Krippe
Alkoholgehalt von warmem Bier
07.05.2024 Hauptrisikofaktor für Spielsucht
07.05.2024 Verkehrslärm verzögert das Wachstum der Küken
06.05.2024
▪ Abschnitt der Website Feldstärkedetektoren. Artikelauswahl ▪ Artikel Eine Reihe magischer Veränderungen für ein süßes Gesicht. Populärer Ausdruck ▪ Artikel Wer hat die Strümpfe erfunden? Ausführliche Antwort ▪ Artikel Monteur-Montage von radioelektronischen Geräten und Geräten. Jobbeschreibung ▪ Artikel Tadschikische Sprichwörter und Sprüche. Große Auswahl
Startseite | Bibliothek | Artikel | Sitemap | Site-Überprüfungen
www.diagramm.com.ua |


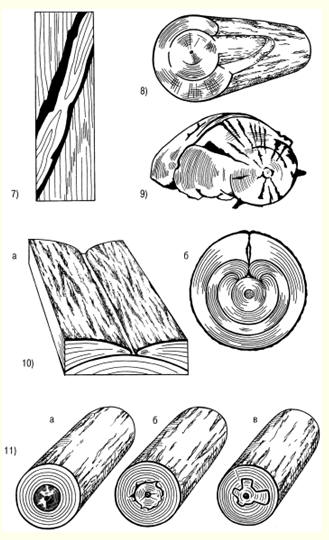
 Siehe andere Artikel Abschnitt
Siehe andere Artikel Abschnitt 